Dość często w praktyce każdego właściciela konieczne staje się łączenie części metalowych. Jedną z takich metod łączenia jest spawanie. Ale co, jeśli nie ma spawarki? Oczywiście można go kupić, ale najprostszy aparat można też zrobić samemu i to w prawie pół godziny.
Prolog
Najprostszy prototyp spawarki – projektor do oświetlenia łuku elektrycznego – był używany w studiach filmowych podczas kręcenia filmów w połowie XX wieku.
W domu można zrobić prostą, rzadką, domową spawarkę z autotransformatora o mocy 200 W. (Przybliżony schemat autotransformatora pokazano na rysunku). Napięcie wyjściowe jest regulowane poprzez przełożenie wtyczki telewizora w gniazdach.
Konieczne jest znalezienie dwóch zacisków na uzwojeniu wtórnym transformatora, na których napięcie będzie wynosić około 40 V. Pozostaje podłączyć do tych zacisków elektrody grafitowe i spawarka gotowa! To prawda, że \u200b\u200bnależy pamiętać, że przy stosowaniu takiego autotransformatora do celów spawalniczych pożądane jest dobre poznanie podstaw bezpieczeństwa elektrycznego, ponieważ izolacja galwaniczna od sieci nie jest zapewniona.
Zakres takiej domowej spawarki jest dość szeroki: od spawania wyrobów metalowych po utwardzanie powierzchni roboczych narzędzia.
Przykłady zastosowania łuku Voltaic
W praktyce radioamatorów czasami istnieje potrzeba spawania lub bardzo mocnego nagrzewania małych części. W takich przypadkach nie ma potrzeby używania poważnej spawarki, ponieważ. aby stworzyć plazmę wysokotemperaturową, nie jest konieczne posiadanie specjalnego sprzętu.
Rozważ kilka przykładów praktycznego zastosowania łuku Voltaic.
Spawanie włóknem magnetronowym z szynami zasilającymi
W takim przypadku spawanie jest po prostu konieczne, chociaż wielu, w obliczu takiej trudności, wymienia magnetron. Ale najczęściej występują tylko dwie awarie: żar pęka w punkcie (poz. 1), a kondensatory przepustowe (poz. 2) zawodzą z powodu awarii.
Zdjęcie przedstawia magnetron z kuchenki mikrofalowej Kenwood, która po naprawie działa od ponad dwudziestu lat.
Oczywiście wykonanie termopary to całkowicie beznadziejna sprawa, ale zdarza się, że trzeba ją naprawić w przypadku pęknięcia „kuli”. Zazwyczaj takie termopary znajdują się w multimetrach, które mają tryb pomiaru temperatury.
Jeśli konieczne jest przekształcenie sprężyny lub wykonanie otworu, należy pamiętać, że hartowana sprężyna jest zbyt twarda do wywiercenia i zbyt krucha, aby przebić dziurkę przebijakiem.
A w przypadku hartowania narzędzia stalowego (wykonanego ze stali narzędziowej) wystarczy podgrzać powierzchnię roboczą do koloru szkarłatnego i schłodzić w kąpieli oleju maszynowego. Rysunek przedstawia hartowaną końcówkę wkrętaka po obróbce krawędzi roboczej.
Drobne prace spawalnicze można wykonać za pomocą transformatora o mocy 200 watów i napięciu wyjściowym w zakresie od 30 do 50 woltów. W takim przypadku prąd spawania powinien wynosić 10-12 amperów. Nie musisz się martwić o przegrzanie transformatora, ponieważ łuk jest krótkotrwały.
Odpowiedni jest również zwykły autotransformator laboratoryjny LATR o natężeniu prądu 9 amperów. Należy jednak wziąć pod uwagę cały stopień zagrożenia ze względu na brak galwanicznej izolacji od sieci.
Aby zapobiec uszkodzeniu wałka grafitowego kolektora prądu LATR, pożądane jest wprowadzenie ograniczeń prądu wejściowego za pomocą wkładki topikowej (bezpiecznika). Wtedy przypadkowe zwarcie w obwodzie elektrody nie jest już przerażające.
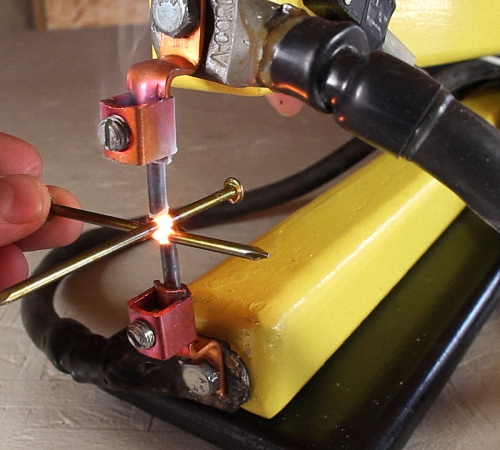
Elektrody mogą być dowolnymi grafitowymi prętami prostych ołówków (najlepiej miękkimi).
Metalowa część listwy zaciskowej okablowania służy jako uchwyt rysika.
Ten rysunek przedstawia przykład uchwytu z blokiem zaciskowym, w którym jeden otwór służy do mocowania uchwytu, a drugi do zaciskania igły w zacisku.
Aby zapobiec stopieniu się jednorazowej strzykawki (poz.3), gdy kostka zaciskowa (poz.1) jest podgrzewana, stosuje się podkładki szklano-tekstolitowe (poz.2). A do standardowego podłączenia do kabla można użyć standardowego gniazda z urządzenia (poz. 4).
Tak więc schemat połączenia jest dość prosty: jedno wyjście uzwojenia wtórnego jest podłączone do uchwytu, a drugie wyjście jest podłączone do spawanego przedmiotu.
Istnieje inna opcja mocowania uchwytu elektrody za pomocą zacisku elektrycznego. Drugi uchwyt będzie potrzebny w przypadku spawania wyrobów metalowych o tej samej temperaturze topnienia lub w razie potrzeby do podgrzania wyrobu metalowego (twardnienie, zmiana kształtu).
Schemat podłączenia dwóch elektrod grafitowych do uzwojenia wtórnego transformatora.
Aby uchronić oczy przed oparzeniami rogówki i iskrami, nie wystarczy użyć ciemnych okularów ze względu na niską gęstość filtrów świetlnych. Możesz zrobić takie urządzenie: jako tarczę może być oprawka okularów lornetkowych z usuniętymi soczewkami; Filtr jest przymocowany klipsem biurowym. Lub możesz użyć amatorskich okularów radiowych stosowanych w technologii SMD.
W przypadku spawania miedzi z nichromem lub stalą potrzebny będzie topnik. Po dodaniu niewielkiej ilości wody do tetraboranu sodu (boraksu) lub kwasu borowego uzyskuje się zawiesinę, która smaruje miejsca spawania.
Materiały do przygotowania topnika można zwykle znaleźć w sklepie z narzędziami. Możesz również użyć środka owadobójczego Borax zawierającego kwas borowy.
Schemat podłączenia analogowej kamery CCTV do telewizora, komputera
Domowa praca ślusarza jest częścią życia osoby ekonomicznej. Jednym z najpopularniejszych urządzeń domowych jest zgrzewanie punktowe. Zakłada obecność fabrycznego lub domowego urządzenia spawalniczego. Stworzenie takiego aparatu, który wykona zgrzewanie punktowe własnymi rękami, nie jest trudne, wystarczy tylko pragnienie i kilka improwizowanych środków.
Cechy i zasada zgrzewania punktowego
Studiując pytanie, jak wykonać zgrzewanie punktowe własnymi rękami, zacznijmy od zasady działania.
Dziś zgrzewanie punktowe jest pożądane nie tylko w życiu codziennym, ale także w produkcji, ponieważ jest w stanie rozwiązać nawet najtrudniejsze zadania. W przemyśle z reguły stosuje się urządzenia działające w trybie automatycznym, w warunkach domowych do zgrzewania punktowego stosuje się półautomat.
Zgrzewanie punktowe oporowe w produkcji jest niezbędne do zgrzewania półwyrobów z metali żelaznych i nieżelaznych. Za jego pomocą spawane są produkty z profilu o różnych grubościach i konfiguracjach, przecinające się metalowe półfabrykaty. W określonych warunkach możliwe jest osiągnięcie szybkiego trybu pracy do 600 punktów na minutę.
Wiele osób interesuje pytanie, jak wykonać zgrzewanie punktowe w domu? W warunkach domowych spawanie punktowe służy do naprawy sprzętu gospodarstwa domowego i, w razie potrzeby, do spawania przewodów elektrycznych.
Procedura zgrzewania punktowego obejmuje kilka etapów:
- detale są łączone w wymaganej pozycji;
- wykonać łączniki części bezpośrednio między elektrodami zaciskowymi instalacji;
- powierzchnie są podgrzewane, podczas których części ulegają deformacji i są ze sobą połączone.
Istnieje inna technologia łączenia punktowego - spawanie laserowe. Jest zdolny do wykonywania zadań związanych z wysoką precyzją pracy i najwyższą wytrzymałością lutowania.
Okazuje się, że zasada zgrzewania punktowego polega na nadmiernym nagrzewaniu pracujących powierzchni metalowych, co skutkuje ich stopieniem i pojedynczym nowotworem strukturalnym.
Główną rolę w procesie spawania odgrywa impulsowa odpowiedź prądu, która powoduje niezbędne nagrzanie metalowego obszaru. Nie mniej ważną cechą jest czas ekspozycji i siła trzymania części. Dzięki tym parametrom struktura metalu ulega krystalizacji.

Główne zalety spawania elektrokontaktowego ze spawarki to:
- opłacalność użytkowania;
- mocny szew;
- prostota wyposażenia;
- domowe spawanie punktowe można stworzyć w domu;
- możliwość automatyzacji w przedsiębiorstwie.
Jedyną wadą połączenia punktowego części jest nieszczelność połączenia.

Główne wymagania dotyczące sprzętu spawalniczego to:
- możliwość zmiany czasu procesu;
- tworzenie ciśnienia w obszarze roboczym, osiągając granicę na końcu procesu ogrzewania;
- obecność elektrod o wysokiej przewodności energii i ciepła.
Do użytku domowego odpowiednia jest miedź elektrolityczna i jej mieszanka marki EV. Należy zauważyć, że obszar styku elektrody powinien 2,5 razy przekraczać złącze spawane (szew).
Montaż spawarki zrób to sam
Do zgrzewania punktowego części konieczne jest stworzenie odpowiedniego sprzętu. Instalacja do zgrzewania punktowego zrób to sam, wykonana w domu, może mieć dowolny kształt - od przenośnych odmian po modele wielkogabarytowe. W praktyce opcje pulpitu są zwykle używane do łączenia różnych metali. Zanim stworzysz spawanie punktowe z falownika, powinieneś zapoznać się z materiałami, które będą potrzebne do produkcji.
- konwerter energii, czyli transformator;
- kabel elektryczny z izolacją o przekroju 10 mm;
- elektrody miedziane;
- przerywacz;
- porady;
- śruby;
- improwizowane środki i materiały do tworzenia podstawy kadłuba lub szczypiec spawalniczych (pręty drewniane, materiały z recyklingu, sklejka).

1 - zmodyfikowany transformator OSM-1.0; 2 - przewodnik (pręt duraluminium o średnicy 30, L300, 2 szt.); 3 - wkładka (pręt stalowy o średnicy 10, L30, 2 szt.); 4 - elektroda (pręt miedziany o średnicy 12, L50, 2 szt.); 5 - podkładka mosiężna (2 szt.); 6.12 - śruby M6; 7 uchwyt; 8 - ekscentryczny; 9 - policzek (2 szt.); 10 - wiosna; 11 - wyjście połowy uzwojenia wtórnego (4 szt.); 13 - tuleja tekstolitowa (z rowkiem na końcową pętlę sprężyny); 14 - śruba M8 (6 szt.); 15 - podkładka tekstolitowa (4 szt.); 16 - powłoka izolacyjna (płótno lakierowane lub ochronna taśma klejąca na bazie tkaniny, 2 szt.); 17 - obudowa transformatora.
Schematy montażowe
Główne odmiany schematów montażu urządzeń spawalniczych to proste projekty z minimalną ilością wymaganych materiałów. Warto zauważyć, że wyprodukowany sprzęt nie będzie mocny, to znaczy ten schemat zgrzewania punktowego jest przeznaczony wyłącznie do użytku domowego. Jego celem jest spawanie małych arkuszy żelaza i przewodów elektrycznych.

Aby zrozumieć, jak wykonać zgrzewanie oporowe, pamiętaj o przebiegu szkolnego programu nauczania, a mianowicie o zasadzie fizycznej „Prawo Joule-Lenza”: gdy prąd przechodzi przez przewodnik, ilość wytworzonej w nim energii cieplnej jest wprost proporcjonalna do oporu przewodnik, czas ekspozycji i kwadrat prądu elektrycznego. Wniosek, jeśli prąd był początkowo duży (na przykład 1000 A), to przy słabym połączeniu i małych przewodach zostanie zużytych więcej energii (kilka tysięcy razy) niż przy mniejszym prądzie elektrycznym (10 A). Oznacza to, że jakość zmontowanego obwodu elektrycznego odgrywa ważną rolę.

Tworzenie impulsu elektrycznego między dwiema sekcjami wyrobów metalowych jest uważane za podstawową część działania instalacji spawalniczej. Będzie to wymagało małego konwertera mocy. Spawany przedmiot musi być podłączony do dolnego uzwojenia urządzenia, a metalowa elektroda do wtórnego.
Warto to zauważyć Niedopuszczalne jest bezpośrednie łączenie konwertera z zasilaczem. W tym celu w obwodzie elektrycznym znajduje się mostek z przełącznikiem elektronicznym (tyrystor). Aby wytworzyć wymagany impuls, urządzenie musi być zasilane prądem pomocniczym, w skład którego wchodzi mostek rektyfikacyjny energii oraz transformator. Prąd elektryczny będzie skoncentrowany w kondensatorze, którego rolą jest formowanie impulsu.

Aby samoczynnie wykonana zgrzewarka oporowa działała, należy nacisnąć „przycisk impulsowy” na rękojeści pistoletu, aby otworzyć obwód kondensator-rezystor. W wyniku tych manipulacji wyładowanie nastąpi przez metalowy pręt. Aby skonsolidować materiał teoretyczny, zalecamy zapoznanie się z filmem szkoleniowym, który szczegółowo omawia zgrzewanie punktowe. Pozwala to wizualnie zrozumieć, jak to wszystko jest zrobione poprawnie.
Domowa kuchenka mikrofalowa
Ponieważ nie zawsze można przeznaczyć dodatkową kwotę na zgrzewarki punktowe, możesz to zrobić sam. Będzie to wymagało dość mocnej kuchenki mikrofalowej.
Montaż transformatora
Z kuchenki mikrofalowej wymagana jest tylko jedna część - jest to transformator wysokiego napięcia do zgrzewania punktowego. Ta część wymaga tylko rdzenia (magnistor) i uzwojenia pierwotnego (dolnego). Aby usunąć niepotrzebne obszary, możesz użyć młotka, szlifierki lub piły do metalu. Po usunięciu uzwojenia wtórnego transformatora konieczne jest stworzenie domowego transformatora do zgrzewania oporowego. W tym celu należy użyć kabla miedzianego o średnicy równej otworowi transformatora. Konieczne jest wykonanie dwóch obrotów. Do połączenia dwóch części rdzenia potrzebna jest żywica epoksydowa.

Podstawa została wykonana, teraz trzeba zająć się przypadkiem instalacji domowej. W tym celu stosuje się różne polimery, na przykład plastik lub drewno. Tylna część korpusu instalacji punktowej musi zawierać kilka otworów. Jeden otwór będzie służył jako klucz urządzenia, a drugi będzie dostarczał prąd.
Jeśli zamiast plastiku używa się drewna, najpierw trzeba wykonać kilka operacji przygotowawczych, a mianowicie szlifowanie, impregnację i lakierowanie. Aby stworzyć domowe urządzenie robocze do zgrzewania punktowego własnymi rękami, będziesz potrzebować:
- kabel zasilający do instalacji spawalniczych;
- klamka;
- przełącznik;
- miedziane uchwyty;
- przewód elektryczny o dużej średnicy;
- materiały eksploatacyjne (wkręty samogwintujące, gwoździe).
Po wysuszeniu części nadwozia konieczne jest zmontowanie instalacji i połączenie wszystkich powiązanych części. Następnie drut miedziany jest cięty na 2 części, z których każda ma około 25 mm. Te elementy będą działać jak elektrody. Aby je naprawić, wystarczy użyć standardowego śrubokręta. Następnie należy zainstalować klucz systemowy, gruby kabel elektryczny zapobiegnie jego wyślizgnięciu. Aby przymocować transformator do korpusu konstrukcji, możesz użyć wkrętów samogwintujących, ale nie zapomnij o uziemieniu jednego z zacisków.

W celu zwiększenia bezpieczeństwa użytkowania spawarki zaleca się zainstalowanie wyłącznika pomocniczego. Małe gwoździe i inne elementy mocujące służą również do mocowania dźwigni roboczych. Metalowe pręty kontaktowe są przymocowane do końcowych części uchwytów. Do wznoszenia górnego uchwytu stosuje się standardowy polimer - gumę.
Tworzenie elektrod
Elementy używane do zgrzewania punktowego zrób to sam muszą spełniać określone wymagania, a mianowicie odporność na temperatury pracy, dobra przewodność elektryczna i łatwość obróbki.
Idealnie nadają się do tego druty miedziane o przekroju 15 mm. Podstawową zasadą jest to, że przekrój elektrody nie powinien być mniejszy niż średnica drutu. Jeśli to nie szkoda, to możesz użyć grotów 2 lutownic, które na pewno wytrzymają długo.

Organy zarządzające
Stworzone zgrzewanie oporowe zrób to sam ma proste urządzenie. Istnieją tylko dwa systemy sterowania - włącznik i uchwyt. Przełącznik zgrzewania punktowego jest zamocowany w obwodzie pierwotnym. Jest to konieczne ze względu na to, że prąd w uzwojeniu wtórnym jest większy, a układ przełączający stworzy dodatkowy opór. Przełącznik jest zamontowany na dźwigni, dzięki czemu wygodniej będzie pracować. Oznacza to, że jedną ręką będzie można włączyć prąd, a drugą trzymać spawane materiały.
Warto to zauważyć włączanie i wyłączanie prądu spawania należy wykonywać tylko przy użyciu elektrod sprężonych, gdyż w przeciwnym razie pojawi się iskra prowadząca do ich spalenia. Zaleca się również zastosowanie wentylatora do chłodzenia maszyny.
Jeśli taki układ chłodzenia nie jest dostępny, należy stale monitorować temperaturę konwertera energii, elektrod metalowych, przewodów elektrycznych i tworzyć dodatkowe przerwy zapobiegające przegrzaniu.

Dziś zakup spawarki do zgrzewania punktowego nie stanowi problemu, jeśli są pieniądze. W każdym specjalistycznym sklepie zaoferują szereg instalacji do łączenia części punkt-punkt, o różnych mocach i producentach. Ale dla domowych rzemieślników nie zawsze można wybrać wymagane parametry, więc najlepszym rozwiązaniem będzie wykonanie zgrzewarki punktowej własnymi rękami. Wszystkie niezbędne materiały można wypożyczyć i znaleźć w domu. Samomontująca zgrzewarka punktowa nie zawodzi i działa doskonale, zapewniając tym samym wymagane drobne naprawy wyrobów metalowych.
Zgrzewanie punktowe, jak wiadomo, odbywa się na specjalistycznym sprzęcie, jednak takie urządzenie można nie tylko znaleźć w wersji seryjnej, ale także zrobić to samemu: przydaje się do tego transformator wyjęty ze starej kuchenki mikrofalowej. Powstałe urządzenie daje możliwość wykonywania wysokiej jakości zgrzewania punktowego prądem przemiennym, którego siła nie jest regulowana.
Transformator jest najważniejszym elementem każdego takiego urządzenia do zgrzewania punktowego: jego zadaniem jest podniesienie napięcia wejściowego do wymaganej wartości. Aby skutecznie sobie z tym poradzić, urządzenie musi mieć wysoki współczynnik transformacji. Duże kuchenki mikrofalowe są wyposażone w takie transformatory, z których jeden trzeba znaleźć. Kiedy znajdziesz taki model mikrofalówki, będziesz musiał bardzo ostrożnie wyjąć z niego transformator.

Technologię montażu zgrzewarki punktowej można zobaczyć mniej lub bardziej szczegółowo na poniższym filmie. Przykład tego domowej roboty urządzenia pomoże nam zilustrować proces tworzenia kropki. Aby uzyskać bardziej szczegółowe informacje o szczegółach montażu, przeczytaj cały artykuł.
Wyjmowanie transformatora z kuchenki mikrofalowej
Jeśli w domowej zgrzewarce punktowej zostanie zastosowany transformator o mocy 700–800 W, to za jego pomocą można łączyć blachy o grubości do 1 mm. Taki transformator należy do kategorii urządzeń podwyższających; w celu zasilania magnetronu może generować napięcie 4 kV.
Magnetron, w który wyposażona jest każda kuchenka mikrofalowa, wymaga do działania wysokiego napięcia. Pod tym względem podłączony do niego transformator wyróżnia się mniejszą liczbą zwojów na uzwojeniu pierwotnym i dużą liczbą na wtórnym. W tym ostatnim powstaje napięcie rzędu 2 kV, które następnie podwaja się dzięki zastosowaniu specjalnego podwajacza. Nie ma sensu sprawdzać działania takiego urządzenia poprzez pomiar napięcia podłączonego do jego uzwojenia pierwotnego.
![]()
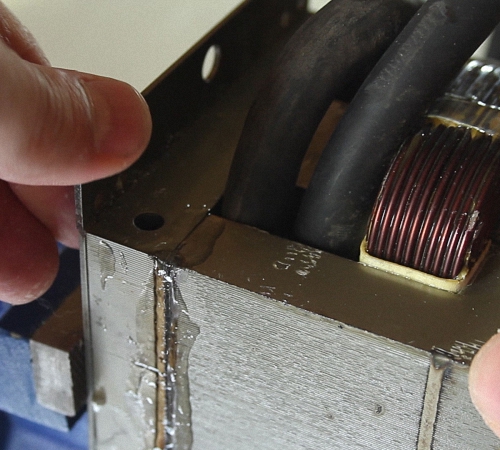
Ostrożnie wyjmij transformator z kuchenki mikrofalowej. Nie podnoś młotka ani innych ciężkich przedmiotów. Jego podstawa jest odkręcana od kuchenki mikrofalowej, wszystkie elementy mocujące są usuwane, a transformator jest ostrożnie usuwany z miejsca instalacji. W urządzeniu wyjętym z kuchenki mikrofalowej potrzebny będzie po pierwsze jego obwód magnetyczny, a po drugie uzwojenie pierwotne, które w porównaniu z wtórnym jest wykonane z grubszego drutu i ma mniej zwojów.
Ze względu na jego bezużyteczność będziesz musiał zdemontować uzwojenie wtórne, do czego już przyda się młotek i dłuto. Bardzo ważne jest, aby nie uszkodzić ani nie zmiażdżyć uzwojenia pierwotnego, dlatego należy postępować z najwyższą ostrożnością. Jeśli podczas demontażu uzwojenia wtórnego znajdziesz w transformatorze boczniki służące do ograniczenia natężenia prądu, należy je również usunąć.

Uzwojenie wtórne można przeciąć dłutem
Jeśli obwód magnetyczny transformatora nie jest sklejony, ale spawana konstrukcja, lepiej usunąć z niego uzwojenie wtórne za pomocą dłuta lub konwencjonalnej piły do metalu. Jeśli uzwojenie jest bardzo ciasno wbite w okno obwodu magnetycznego, to po przecięciu przewodów konieczne będzie wywiercenie lub wyjęcie go. Należy to zrobić bardzo ostrożnie, ponieważ obwód magnetyczny może się zapaść z powodu takich manipulacji.
Po demontażu należy nawinąć nowe uzwojenie wtórne. Aby to zrobić, potrzebujesz drutu o średnicy co najmniej 1 cm, jeśli nie masz takiego drutu na stanie, będziesz musiał go kupić. W takim przypadku nie jest w ogóle konieczne kupowanie drutu litego o takim przekroju, można również zastosować wiązkę kilku pojedynczych przewodów, co w sumie zapewni wymaganą średnicę. Po zainstalowaniu nowego uzwojenia wtórnego zmodernizowany transformator będzie w stanie generować prąd do 1000 A.
![]()
Jeśli chcesz zwiększyć moc zgrzewarki punktowej, możliwości techniczne jednego transformatora mogą Ci nie wystarczyć. Tutaj konieczne jest użycie dwóch takich urządzeń (odpowiednio po zdemontowaniu dwóch kuchenek mikrofalowych).
Subtelności modernizacji transformatora z kuchenki mikrofalowej
Aby wykonać uzwojenie wtórne, należy nawinąć 2–3 zwoje na rdzeniu, co zapewni napięcie wyjściowe około 2 V i krótkotrwały prąd spawania ponad 800 A. To wystarcza do wydajnej pracy zgrzewarki punktowej. Nawijanie tak wielu zwojów może być trudne, jeśli użyty drut ma grubą warstwę izolacji. Rozwiązanie tego problemu jest dość proste: musisz usunąć standardową izolację z drutu i owinąć ją taśmą elektryczną z podstawą z tkaniny. Bardzo ważne jest, aby drut użyty do uzwojenia wtórnego miał minimalną możliwą długość, co pozwoli uniknąć nieuzasadnionego wzrostu jego rezystancji i odpowiednio zmniejszenia natężenia prądu.

Jeśli musisz zgrzewać blachy o grubości do 5 mm, pamiętaj, że będzie to wymagało zgrzewarki punktowej o większej mocy. Aby zrobić to samemu, musisz użyć dwóch transformatorów połączonych w jeden obwód. Podczas wykonywania takiego połączenia należy bezwzględnie przestrzegać odpowiednich zasad. Jeśli popełnisz błąd i nieprawidłowo połączysz zaciski pierwotne i wtórne dwóch transformatorów, może wystąpić zwarcie. Prawidłowość połączenia uzwojeń, jeśli nie ma oznaczenia na ich zaciskach o tej samej nazwie, sprawdza się za pomocą woltomierza.
Po poprawnym połączeniu zacisków o tej samej nazwie co dwa transformatory, należy zmierzyć wartość natężenia prądu, które wspólnie tworzą. Z reguły transformatory domowej roboty przeznaczone do zgrzewarek punktowych, które mają być obsługiwane w warsztatach domowych, mają ograniczoną siłę prądu - nie więcej niż 2000 A. Przekroczenie tej wartości spowoduje przerwy w sieci elektrycznej nie tylko w twoim w domu, ale także u najbliższych sąsiadów. A to oczywiście doprowadzi do konfliktów. Za pomocą amperomierza sprawdzana jest wartość prądu wydawanego przez podłączone transformatory, a także obecność zwarcia w ich obwodzie.
Kolejny przykład zespołu zgrzewania punktowego pokazano na poniższym filmie:
Jakie wyniki można osiągnąć, jeśli zgodnie z przepisami zostaną połączone dwa transformatory, które nie różnią się dużą mocą? Jeśli weźmiemy dwa identyczne urządzenia o następującej charakterystyce: moc - 0,5 kW, napięcie wejściowe - 220 V, napięcie wyjściowe - 2 V, prąd znamionowy - 250 A, to łącząc szeregowo ich uzwojenia pierwotne i wtórne, na wyjściu uzyskaj dwukrotność prądu znamionowego, tj. 500 A.
Krótkotrwały prąd spawania również wzrośnie prawie w ten sam sposób, ale podczas jego powstawania będą obserwowane znaczne straty, co wynika z dużej rezystancji takiego obwodu elektrycznego. Oba końce uzwojenia wtórnego - druty Ø 1 cm - są podłączone do elektrod zgrzewarki punktowej.
![]()
Podłączenie 2 transformatorów wg schematu nr 1
Jeśli masz do dyspozycji dwa potężne transformatory, ale ich napięcie wyjściowe nie wystarcza na urządzenie domowej roboty, możesz połączyć szeregowo ich uzwojenia wtórne, które powinny mieć taką samą liczbę zwojów. Taki środek stosuje się, jeśli nie można po prostu nawinąć zwojów na uzwojeniu wtórnym z powodu niewystarczająco dużego rozmiaru okna na obwodzie magnetycznym.
Przy takim połączeniu należy upewnić się, że kierunek zwojów na uzwojeniach wtórnych podłączonych urządzeń jest spójny, w przeciwnym razie może wystąpić przeciwfaza, a napięcie wyjściowe takiego połączonego urządzenia będzie bliskie zeru. Aby eksperymentalnie określić prawidłowe połączenie, pożądane jest użycie cienkich przewodów.
![]()
Jak określić wnioski o tej samej nazwie transformatorów?
Jeżeli zaciski uzwojeń podłączonych urządzeń nie są oznaczone, konieczne jest określenie wśród nich nazw o tej samej nazwie, aby je ze sobą połączyć. Problem ten można rozwiązać w następujący sposób: uzwojenia pierwotne i wtórne dwóch lub więcej transformatorów są połączone szeregowo, na wejście takiego połączonego urządzenia podawane jest napięcie, a do zacisków wyjściowych podłączony jest woltomierz napięcia przemiennego ( zaciski z uzwojeń wtórnych połączonych szeregowo).
W zależności od kierunku podłączenia woltomierz może zachowywać się różnie:
- pokaż jedną lub inną wartość napięcia;
- nie wykazują żadnego napięcia w obwodzie.
Jeżeli woltomierz wytwarza jakiekolwiek napięcie, to w obwodzie łączącym uzwojenia pierwotnego i wtórnego występują przeciwne wnioski. Gdy uzwojenia są połączone w tak niepoprawny sposób, zachodzą w nich następujące procesy: napięcie dostarczane na wejście uzwojeń pierwotnych dwóch podłączonych transformatorów zmniejsza się o połowę na każdym z nich; wzrost napięcia występuje na uzwojeniach wtórnych, z których każde ma ten sam współczynnik transformacji. Woltomierz wyjściowy zarejestruje całkowite napięcie, którego wartość jest równa dwukrotności wartości wejściowej.

Jeśli woltomierz pokazuje wartość „0”, oznacza to, że napięcia wychodzące z każdego z połączonych szeregowo uzwojeń wtórnych mają taką samą wartość, ale mają różne znaki, więc wzajemnie się znoszą. Innymi słowy, co najmniej jedna z par uzwojeń połączonych w obwód jest połączona zaciskami o tej samej nazwie. W takim przypadku prawidłowe połączenie elementów obwodu uzyskuje się poprzez zmianę kolejności łączenia uzwojeń pierwotnych lub wtórnych, koncentrując się na odczytach woltomierza.
Elektrody do domowego zgrzewania punktowego
Wybierając własnoręcznie elektrody do zgrzewarki zmontowanej z kuchenki mikrofalowej, należy zwrócić uwagę, aby ich średnica odpowiadała średnicy drutu, do którego są podłączone. Jako takie elementy można zastosować pręty miedziane, a groty z profesjonalnych lutownic nadają się do urządzeń o małej mocy.
Podczas pracy elektrody do zgrzewania punktowego aktywnie zużywają się. Aby skorygować ich parametry geometryczne, należy je stale podważać. Oczywiście z czasem takie elementy będą wymagały wymiany na nowe.

Przewody, którymi elektrody są podłączone do zgrzewarki, muszą mieć minimalną długość, w przeciwnym razie zostanie w nich utracona znaczna moc urządzenia. Straty mocy staną się poważne, nawet jeśli w obwodzie elektrycznym będzie wiele połączeń „elektroda – urządzenie do zgrzewania punktowego”. Jeśli chcesz zwiększyć efektywność korzystania z domowego sprzętu, lepiej przylutować miedziane końcówki na przewodach łączących elektrody. Stosując takie ucha unikniesz strat mocy w punktach styku wynikających ze zwiększonej rezystancji zaciskania lub jakichkolwiek innych połączeń.
Druty łączące elektrody ze zgrzewarką mają dość dużą średnicę, dlatego specjalne cynowane końcówki ułatwią ich lutowanie. Ponieważ elektrody do takiego urządzenia są zdejmowane, lutowanie nie jest wykonywane w punktach ich połączenia z końcówkami. Oczywiście w takich miejscach, stale narażonych na utlenianie, dochodzi też do utraty mocy, ale są one dużo łatwiejsze do czyszczenia niż zakute ucha.
Instalujemy elektrody na spawarce
Jak wspomniano powyżej, elektrodę do zgrzewania oporowego można wykonać z pręta miedzianego lub grota z profesjonalnej lutownicy, jeśli moc urządzenia jest niska. Przewód z urządzenia łączy się z elektrodą za pomocą miedzianej końcówki, którą łączy się z nim przez lutowanie.

Końcówka jest wyrównana z elektrodą za pomocą połączenia śrubowego, które musi być bardzo niezawodne, aby wzrost rezystancji w miejscu niepewnego kontaktu nie prowadził do utraty mocy zgrzewarki punktowej. Aby wykonać takie połączenie, w elektrodzie i końcówce wykonuje się otwory o tej samej średnicy.
Śruby i nakrętki, za pomocą których elektrody i ucha będą połączone z przewodami, najlepiej dobierać spośród miedzi lub jej stopów, które charakteryzują się minimalną opornością elektryczną. Elementy takich połączeń, które znacznie ułatwiają konserwację zgrzewarki oporowej, nie są trudne do wykonania własnymi rękami.
Domowe sterowanie zgrzewaniem punktowym
Sterowanie zgrzewarką punktową (zwłaszcza wykonaną z kuchenki mikrofalowej własnymi rękami) nie jest szczególnie trudne. Wystarczą do tego dwa elementy: dźwignia i przełącznik. Siła ściskania między elektrodami, za którą odpowiedzialna jest dźwignia, musi zapewniać pewny styk łączonych części w miejscu spawania. Aby spełnić te ważne wymagania, mechanizmy dźwigniowe takich urządzeń można uzupełnić o elementy śrubowe, które zapewniają jeszcze większą siłę ściskającą. Oczywiście taki element urządzenia do zgrzewania punktowego musi charakteryzować się bardzo wysoką niezawodnością.

Na poważnym sprzęcie produkcyjnym, który służy do łączenia blach o znacznej grubości, montowane są elementy ściskające, które wytwarzają nacisk od 50 do 1000 kg - w zależności od potrzeb. A na zgrzewarkach punktowych używanych do nieregularnej i prostej pracy w przydomowym warsztacie wystarczy, że taki mechanizm wytwarza docisk do 30 kg. Dla wygody i łatwości użytkowania na zgrzewarce punktowej przedłużono jej dźwignię zaciskową, co również zwiększy siłę ściskania do wymaganej wartości.
W przypadku domowego urządzenia domowej roboty wystarczy dźwignia, której długość wyniesie 60 cm, dzięki takiej dźwigni można 10-krotnie zwiększyć przyłożoną siłę. Odpowiednio, jeśli naciśniesz dźwignię z siłą 3 kg, elektrody i łączone części zostaną ściśnięte siłą 30 kg. Aby taka dźwignia nie przesuwała samego aparatu po naciśnięciu, podstawa sprzętu musi być bezpiecznie przymocowana do powierzchni blatu za pomocą zacisku.

Przełącznik odpowiedzialny w urządzeniu za dostarczanie prądu jest podłączony do obwodu uzwojenia pierwotnego transformatora, którego prąd jest znacznie mniejszy niż w obwodzie wtórnym. Jeśli podłączysz przełącznik do uzwojenia wtórnego, stworzy on dodatkowy opór, a jego styki będą szczelnie zespawane pod wpływem silnego prądu.
Jeśli dźwignia jest używana jako mechanizm zaciskowy, lepiej umieścić przełącznik bezpośrednio na nim, wtedy druga ręka będzie wolna (może być użyta do podparcia spawanych części).
Cechą pracy na domowym sprzęcie do zgrzewania punktowego jest to, że prąd powinien być podawany na elektrody tylko wtedy, gdy są one w stanie ściśniętym. W przeciwnym razie spotkasz się z intensywnym iskrzeniem elektrod iw efekcie ich aktywnym spalaniem. Pierwsze wrażenia z pracy na takim urządzeniu można uzyskać za pomocą filmu szkoleniowego.
Elektrody sprzętu do zgrzewania punktowego są aktywnie nagrzewane podczas pracy. Ponadto transformator i elementy przewodzące takiego urządzenia podlegają intensywnemu nagrzewaniu. Aby uniknąć zbyt dużej ilości ciepła, które może prowadzić do awarii sprzętu do zgrzewania punktowego, należy zapewnić prosty system chłodzenia. W tym celu często stosuje się konwencjonalny wentylator. Można również robić przerwy w pracy, niezbędne do schłodzenia elementów aparatu.
Czas ekspozycji elektrod pod prądem w stanie sprężonym podczas spawania można kontrolować wizualnie, koncentrując się na kolorze kropki na złączu lub użyć do tego specjalnego przekaźnika.
Oczywiste jest, że wykonanie zgrzewarki punktowej opartej na transformatorze mikrofalowym nie jest trudne, po dokładnym przestudiowaniu przedstawionych filmów i zdjęć z procesu montażu i uwzględnieniu wyrażonych zaleceń.
(głosy: 6
, Średnia ocena: 4,83
z 5)
Zakup spawarki nie jest dostępny dla wszystkich, ponieważ to narzędzie jest bardzo drogie. Dlatego znacznie taniej jest zrobić to własnymi rękami z improwizowanych materiałów. O cechach zastosowania i produkcji aparatu do zgrzewania punktowego rozważymy dalej.
Zgrzewarka punktowa: zasada działania i podstawy produkcji
Zakres zgrzewania oporowego jest dość szeroki, narzędzie to służy do naprawy lub produkcji różnego rodzaju wyrobów metalowych. Ponadto za pomocą tego urządzenia można łatwo wykonywać różne prace przy produkcji schodów metalowych, bram, elementów konstrukcyjnych itp.
Zasada spawania kontaktowego polega na tym, że prąd elektryczny ogrzewa pewne odcinki części stalowych, które stykają się ze sobą. W takim przypadku powstaje połączenie spawane, zwane szwem. Efekt końcowy spawania zależy bezpośrednio od rodzaju materiału, z którego wykonana jest część, jej gęstości. Ponadto należy wziąć pod uwagę następujące parametry:
- obwód spawalniczy musi być odróżniony wskaźnikiem wystarczająco niskiego napięcia, od jednego do dziesięciu watów;
- proces spawania trwa nie dłużej niż kilka sekund;
- impuls spawalniczy ma dużą siłę prądu;
- im mniejsza strefa topienia, tym lepsze spawanie;
- spaw musi wytrzymać duże obciążenia.
Wynik spawania zależy bezpośrednio od tego, jak prawidłowo zaobserwowano te cechy. Samodzielna produkcja spawarki jest dość skomplikowanym procesem, którego wysokiej jakości wdrożenie będzie wymagało przestrzegania pewnych instrukcji i zaleceń technologicznych.
Prostszą opcją jest złożenie spawarki ze zmiennym prądem. To urządzenie kontroluje proces spawania, zmieniając czas trwania impulsu spawalniczego, który uderza w część. Aby wykonać te czynności, potrzebujesz przekaźnika zegarowego, który jest regulowany automatycznie lub ręcznie.

Główną jednostką domowej zgrzewarki punktowej jest transformator spawalniczy, który często można znaleźć w sprzęcie AGD, takim jak kuchenka mikrofalowa, telewizor itp. Uzwojenia urządzenia transformatorowego są przewijane w stosunku do wymaganego prądu i napięcia, podczas którego odbywa się spawanie.
Aby wybrać zakres sterowania spawarką, należy najpierw zmontować główne mechanizmy urządzenia. Elementy konstrukcyjne spawarki dobierane są w zależności od jej mocy oraz parametrów transformatora - mechanizmu głównego.
Produkcja zgrzewarki stykowej odbywa się w zależności od rodzaju jej zastosowania i właściwości materiału, z którym będzie konieczna praca. Najczęściej szczypce spawalnicze są podłączone do głównego urządzenia.
Należy pamiętać, że wszystkie połączenia elektryczne muszą być dobrej jakości. Wszystkie przewody muszą mieć odpowiednią średnicę i przekrój. Jeśli obwód jest zawodny, prąd zostanie utracony. W takim przypadku możliwy jest wariant występowania iskier i proces spawania zostanie zatrzymany.

Schemat zgrzewarki punktowej do części metalowych
W celu samodzielnego wykonania urządzenia do zgrzewania punktowego typu stykowego należy skorzystać z poniższych schematów. Pierwsza z nich stosowana jest w przypadku zgrzewania punktowego blach o grubości do jednego milimetra oraz drutu i pręta o średnicy do czterech milimetrów.
W takim przypadku będziesz potrzebować następującego urządzenia:
- aparatura zasilana napięciem przemiennym 220 W;
- typ napięcia wyjściowego wynosi 3-7 V, na biegu jałowym;
- maksymalna wartość prądu spawania wynosi do półtora tysiąca amperów.
Całe urządzenie wyróżnia się schematem obwodu, który obejmuje element mocy, automatyczny przełącznik i obwód sterujący. Jeśli podczas pracy wystąpią sytuacje awaryjne, można im zapobiegać za pomocą wyłącznika. Na pierwszym węźle znajduje się transformator do spawania T2 i urządzenie w postaci bezstykowego przełącznika tyrystorowego typu jednofazowego, za pomocą którego uzwojenie pierwotne jest podłączone do prądu.

Druga wersja obwodu sterującego polega na wykonaniu uzwojenia na transformatorze spawalniczym z pewnymi zwojami. Na uzwojeniu pierwotnym jest sześć sekcji wyjściowych. Przełączając je można regulować wyjściowy prąd spawania w stosunku do uzwojenia wtórnego. Jednocześnie stałe połączenie obwodu sieciowego pozostaje na pierwszym wyjściu, a za pomocą reszty regulowane jest działanie zasilania elektrycznego.
Rozrusznik oznaczony symbolem M TT4 K jest produkowany seryjnie. Moduł ten wyróżnia się obecnością klucza tyrystorowego, który podczas zamykania przełącza obciążenie przez pierwszy i trzeci styki. To urządzenie może działać pod obciążeniem przy maksymalnym napięciu do ośmiuset watów i prądzie do osiemdziesięciu amperów. Ten schemat kontroli obejmuje:
- jednostka mocy;
- łańcuch do ustawiania mechanizmu;
- przekaźnik k1.

Do zasilania spawarki stosuje się dowolny rodzaj transformatora, którego moc wynosi do dwudziestu watów. Jednocześnie należy go stosować podczas pracy w sieci nominalnej 220 V. Napięcie, które będzie wyprowadzane na drugiej opcji uzwojenia wyniesie około 22 V. W celu wyprostowania zasilania prądowego zaleca się zainstalowanie diody most. Dodatkowo istnieje możliwość zastosowania dowolnego innego mechanizmu o tych samych parametrach.
W celu zamknięcia czwartego i piątego styku stosuje się przekaźnik k1. Proces ten jest wykonywany, gdy napięcie jest podawane z obwodu sterującego do uzwojenia. Wartość przełączanego prądu w tym przypadku nie będzie większa niż 99 mA. W takim przypadku konieczne będzie posiadanie prawie dowolnego przekaźnika o niskoprądowej charakterystyce elektromagnetycznej.

Urządzenie zgrzewarki punktowej i jej konstrukcja
Istnieje kilka funkcji obwodu sterującego. Gdy k1 jest włączone, określony rodzaj czasu jest ustawiany w określonym przedziale czasowym. W takim przypadku można ustawić określony czas dostarczania impulsów elektronicznych na spawane części.
Obwód elektryczny zawiera kondensatory od c1 do c6. Mają właściwości elektrolityczne, a napięcie przekracza 52 V. Ponadto potrzebny będzie kondensator o pojemności 46 mikrofaradów. Przy otwartej grupie styków normalnie zamkniętych przekaźnik jest ładowany bezpośrednio z zasilacza.
Główną częścią zasilającą tego mechanizmu jest transformator. Służy do konwersji jednego rodzaju energii elektrycznej na inny. Do tych celów stosuje się drut magnetyczny o natężeniu 2,5 A. Stare uzwojenie należy wyrzucić, na końcu drutu magnetycznego, do produkcji którego używa się tektury elektrycznej, instalowane są pierścienie. Są składane wzdłuż wewnętrznej i zewnętrznej krawędzi. Następnie obwód magnetyczny jest owijany lakierowaną tkaniną w trzech lub więcej warstwach. Do wykonania uzwojenia potrzebne będą następujące przewody:
- uzwojenie pierwotne ma średnicę około 1,5 mm, w celu lepszego zaimpregnowania kompozycją lakierniczą zaleca się stosowanie drutu na bazie tkaniny;
- wtórna wersja uzwojenia ma średnicę około dwóch centymetrów, zawiera wielożyłową izolację pochodzenia krzemoorganicznego.
W procesie wykonywania pierwszego uzwojenia należy wyposażyć zaciski pośrednie. Następnie jest impregnowany lakierem. Taśma bawełniana jest nawinięta na cewkę pierwotną, która jest również impregnowana kompozycją lakieru. Po tym następuje proces uzwojenia wtórnego i dalszej impregnacji lakierem.
Wykonanie domowej zgrzewarki punktowej obejmuje również zaprojektowanie szczypiec. Kleszcze są dwojakiego rodzaju: stacjonarne lub zdalne. Pierwsza opcja jest łatwiejsza do wyprodukowania, ponieważ mają wysokiej jakości i niezawodną izolację, a sekcje węzłowe są mocno ze sobą połączone. Ale te szczypce mają pewną wadę, aby wytworzyć siłę zacisku, konieczny jest bezpośredni udział osoby wykonującej prace spawalnicze.
Szczypce zdalne - wygodniejsze w użyciu, łatwe do usunięcia, nie zajmują dużo miejsca. Aby kontrolować siłę szczypiec, wystarczy zmienić długość ich wysuwu poza aparat. W miejscu połączenia oddalonych kleszczy ze spawaniem należy zamontować śruby, tuleje i podkładki, które zapewniają niezawodną wodoodporność.
W procesie wykonywania szczypiec zrób to sam do zgrzewarki punktowej konieczne jest określenie wielkości zwisu z przestrzeni elektrodowej, odległości między korpusem a miejscem ruchomych przegubów na rękojeści. Ten parametr wpływa na maksymalną możliwą odległość między spawem a krawędzią połączenia blach.
Aby wykonać elektrody zaciskowe, użyj prętów miedzianych lub brązu berylowego. Istnieje możliwość zastosowania grotu lutowniczego o dużej mocy. Średnica elektrody musi odpowiadać średnicy drutu, do którego jest podłączona. Aby rdzenie spawalnicze były dobrej jakości, końce elektrody muszą być stożkowe i mieć minimalny rozmiar.

Jak zrobić zgrzewarkę punktową z kuchenki mikrofalowej
Cena zgrzewarki punktowej jest dość wysoka, więc o wiele taniej jest zrobić ją samemu. W trakcie pracy będziesz potrzebować kuchenki mikrofalowej, lepiej wybrać większe urządzenie. Od tego parametru zależy moc przyszłej spawarki.
Jeśli nie masz kuchenki mikrofalowej, możesz poszukać takiej na pchlim targu lub zapytać sąsiadów i kupić niepotrzebną kuchenkę w bardzo niskiej cenie. Następnie należy zdemontować kuchenkę mikrofalową i wyjąć z niej część w postaci transformatora wysokiego napięcia.
Należy pamiętać, że chociaż demontujesz kuchenkę mikrofalową, która nie jest podłączona do zasilania, wewnątrz niej znajdują się części, które są pod napięciem elektrycznym nawet w tym stanie.
Wśród głównych części transformatora zauważamy - rdzeń i dwa rodzaje uzwojeń - pierwotne i wtórne. Do połączenia rdzenia służą dwie cienkie spoiny, które należy wyrzucić. Można to zrobić młotkiem i piłą do metalu. Możesz również użyć szlifierki do jej pokrojenia. W ten sposób dostaniesz się do uzwojeń transformatora, staraj się ich nie uszkodzić. Aby usunąć uzwojenie wtórne, ostrożnie przeciąć wtórne i wyciągnąć żądane.
Następnie otrzymasz rdzeń z transformatora i jego uzwojenie pierwotne. Rdzeń powinien składać się z dwóch części, odłączonych od siebie.
Następnie należy wykonać uzwojenie wtórne części transformatora. Do tych celów potrzebny będzie kabel miedziany o takim samym przekroju jak gniazdo transformatora. Wiatr około dwóch obrotów. Za pomocą standardowej dwuskładnikowej żywicy epoksydowej dwie połówki rdzenia są ze sobą połączone. Aby lepiej pasowały do siebie, umieść je w imadle.
Sprawdź poziom napięcia na wyjściu mechanizmu transformatora, nie powinien przekraczać dwóch woltów. W takim przypadku minimalna siła prądu wynosi 850 A.
Następnie należy zająć się produkcją korpusu spawarki, do tych celów można użyć drewna lub tworzywa sztucznego o wysokiej wytrzymałości. Tylny panel obudowy powinien mieć kilka otworów, z których jeden będzie odpowiadał za zasilanie, a drugi za wyłączanie i włączanie mechanizmu.
Jeśli obudowa jest wykonana z drewna, należy ją dobrze przeszlifować, pokryć impregnatem i lakierem. Do wykonania ręcznej zgrzewarki punktowej potrzebne będą również:
- kabel zasilający;
- klamka;
- przełącznik;
- miedziane uchwyty, z których będą wykonane elektrody;
- drut miedziany o dużym przekroju;
- wkręty do drewna i gwoździe.

Po wyschnięciu części ciała należy złożyć to urządzenie i połączyć ze sobą wszystkie części. Następnie odetnij dwie części drutu wykonanego z miedzi, rozmiar każdej sekcji to około 25 mm. Będą pełnić funkcję elektrod, do zamocowania ich w uchwycie wystarczy zwykły śrubokręt. Następnie należy naprawić przełącznik, pogrubiony kabel zapobiega jego wypadaniu. Aby przymocować transformator do części ciała, użyj zwykłych wkrętów samogwintujących. W takim przypadku należy zadbać o uziemienie, które jest noszone na jednym z zacisków.
Dla większego bezpieczeństwa korzystania z tego mechanizmu zalecamy zainstalowanie kolejnego dodatkowego wyłącznika. Do mocowania dźwigni stosuje się również wkręty samogwintujące i gwóźdź. Elektrody kontaktowe są zainstalowane na końcowych odcinkach dźwigni. Aby podnieść ramię, użyj zwykłej gumy. Po wypaleniu elektrod można je łatwo wymienić na nowe wykonane w ten sam sposób.
Zgrzewarki punktowe nie są tak często używane w życiu codziennym jak spawarki łukowe, ale czasami nie można się bez nich obejść. Biorąc pod uwagę, że koszt takiego sprzętu zaczyna się od 450-470 dolarów, opłacalność jego zakupu jest wątpliwa.
Wyjściem z tej sytuacji jest zgrzewanie punktowe zrób to sam. Ale zanim powiesz, jak samemu wykonać takie urządzenie, spójrzmy, czym jest zgrzewanie punktowe i jak działa.
Krótko o zgrzewaniu punktowym
Ten rodzaj spawania odnosi się do kontaktu (termomechanicznego). Należy pamiętać, że ta kategoria obejmuje również zgrzewanie szwów i doczołowych, ale nie jest możliwe ich wdrożenie w domu, ponieważ do tego celu wymagany będzie złożony sprzęt.
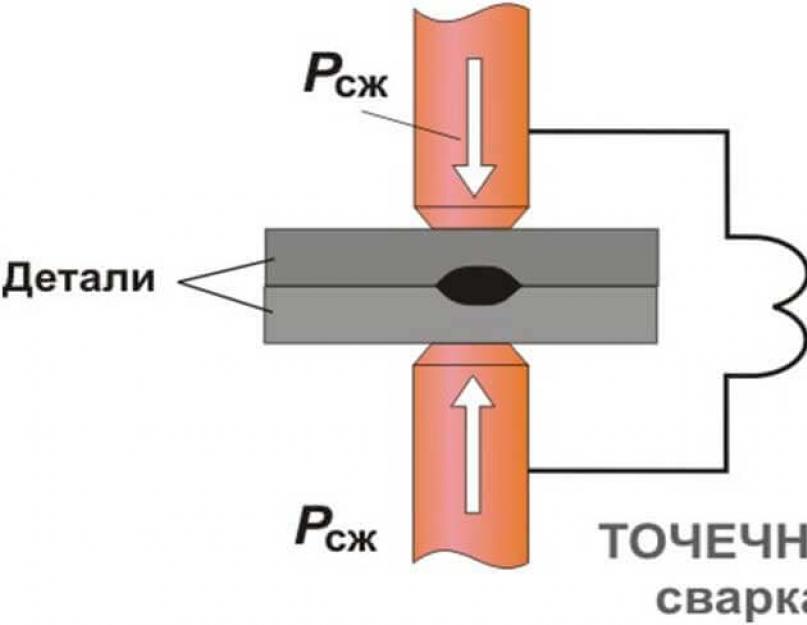
Proces spawania obejmuje następujące etapy:
- części są połączone w wymaganej pozycji;
- zamocuj je między elektrodami aparatu, które dociskają części;
- przeprowadza się ogrzewanie, w wyniku czego w wyniku odkształcenia plastycznego części są mocno ze sobą połączone.
Zgrzewarka produkcyjna (taka jak na zdjęciu) jest w stanie wykonać do 600 operacji w ciągu minuty.

Proces technologii
W celu podgrzania części do wymaganej temperatury przykłada się do nich krótkotrwały impuls prądu elektrycznego o dużej mocy. Z reguły impuls trwa od 0,01 do 0,1 sekundy (czas dobierany jest na podstawie właściwości metalu, z którego wykonane są części).
Podczas impulsu metal topi się, a między częściami tworzy się wspólny płynny rdzeń, aż do stwardnienia, spawane powierzchnie muszą być utrzymywane pod ciśnieniem. Z tego powodu, schładzanie, stopiony rdzeń krystalizuje. Poniżej przedstawiono rysunek ilustrujący proces spawania.

Oznaczenia:
- A - elektrody;
- B - części do spawania;
- C - rdzeń spawalniczy.
Nacisk na części jest konieczny, aby za pomocą impulsu utworzył się pas uszczelniający wzdłuż obwodu rdzenia stopionego metalu, który nie pozwala na wypłynięcie stopionego materiału ze strefy, w której odbywa się spawanie.
Aby zapewnić najlepsze warunki do krystalizacji stopu, nacisk na części jest stopniowo usuwany. Jeśli konieczne jest „wykucie” miejsca spawania w celu wyeliminowania niejednorodności wewnątrz szwu, zwiększ ciśnienie (zrób to na ostatnim etapie).
Należy pamiętać, że w celu zapewnienia niezawodnego połączenia, a także jakości szwu, najpierw należy obrobić powierzchnie części w miejscach, w których będzie odbywać się spawanie. Odbywa się to w celu usunięcia warstwy tlenku lub korozji.
Gdy wymagane jest zapewnienie niezawodnego połączenia części o grubości od 1 do 1,5 mm, stosuje się spawanie kondensatorowe. Zasada jego działania jest następująca:
- blok kondensatorów jest ładowany prądem elektrycznym o małej sile;
- kondensatory są rozładowywane przez połączone części (siła impulsu jest wystarczająca do zapewnienia niezbędnego trybu spawania).
Ten rodzaj spawania znajduje zastosowanie w tych branżach, w których konieczne jest łączenie elementów miniaturowych i subminiaturowych (radiotechnika, elektronika itp.).
Mówiąc o technologii zgrzewania punktowego, należy zauważyć, że można go wykorzystać do łączenia ze sobą różnych metali.
Przykłady projektów domowych
W Internecie istnieje wiele przykładów tworzenia maszyn do zgrzewania punktowego. Oto niektóre z najbardziej udanych projektów. Poniżej znajduje się schemat prostego urządzenia do zgrzewania punktowego.

Do realizacji potrzebujemy następujących komponentów radiowych:
- R - zmienna rezystancja o wartości nominalnej 100 omów;
- C - kondensator zaprojektowany na napięcie co najmniej 25 V o pojemności 1000 μF;
- VD1 - tyrystor KU202, indeks literowy może być K, L, M lub N, można również użyć PTL-50, ale w tym przypadku pojemność „C” musi zostać zmniejszona do 1000 mikrofaradów;
- VD2-VD5 - diody D232A, obcy analog - S4M;
- VD6-VD9 - diody D226B, można je zastąpić obcym analogiem 1N4007;
- F - bezpiecznik 5 A.
Konieczna jest dygresja, aby powiedzieć, jak zrobić transformator TR1. Wykonany jest na bazie żelaza Sh40 o ustalonej grubości 70 mm. Do uzwojenia pierwotnego wymagany jest drut PEV2 Ø0,8 mm. Liczba zwojów w uzwojeniu wynosi 300.
Do wykonania uzwojenia wtórnego potrzebny będzie skręcony drut miedziany Ø4 mm. Można go zastąpić oponą pod warunkiem, że jej przekrój wynosi co najmniej 20 mm2. Liczba zwojów uzwojenia wtórnego wynosi 10.
Wideo: zgrzewanie oporowe zrób to sam
Jeśli chodzi o TR2, wystarczy dowolny z transformatorów małej mocy (od 5 do 10 W). Jednocześnie na uzwojeniu II, służącym do podłączenia lampy podświetlającej „H”, musi być napięcie wyjściowe w zakresie 5-6 V, a uzwojenia III - 15 V.
Moc produkowanego urządzenia będzie stosunkowo niska, od 300 do 500 A, maksymalny czas impulsu do 0,1 s (pod warunkiem, że wartości „R” i „C” są takie same jak na powyższym schemacie). W zupełności wystarcza to do spawania drutem stalowym Ø0,3 mm lub blachą, jeśli jej grubość nie przekracza 0,2 mm.
Podajmy schemat mocniejszego aparatu, w którym prąd spawania impulsu będzie mieścił się w zakresie od 1,5 kA do 2 kA.

Wymieniamy komponenty użyte w obwodzie:
- oceny rezystancji: R1-1,0 kOhm, R2-4,7 kOhm, R3-1,1 kOhm;
- pojemności w obwodzie: C1-1,0 uF, C2-0,25 uF. Ponadto C1 musi być zaprojektowany na napięcie co najmniej 630 V;
- Diody VD1-VD4 - diody D226B, dozwolona jest wymiana na obcy analog 1N4007, zamiast diod można umieścić mostek diodowy, na przykład KTs405A;
- tyrystor VD6 - KU202N, musi być umieszczony na grzejniku o powierzchni co najmniej 8 cm 2;
- VD6 - D237B;
- F - bezpiecznik 10 A;
- K1 to dowolny rozrusznik magnetyczny, który ma trzy pary styków roboczych, a uzwojenie jest zaprojektowane na ~220 V, na przykład można zainstalować PME071 MVUHLZ AC3.
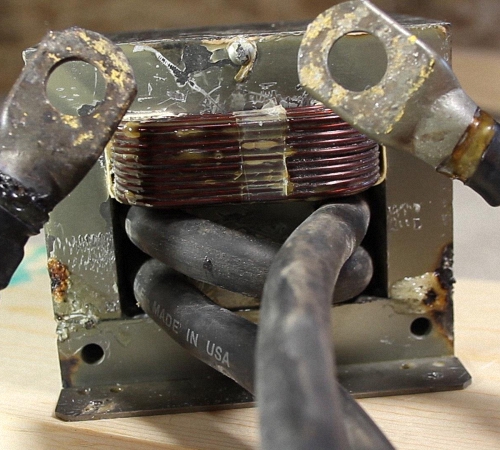
Teraz powiemy Ci, jak zrobić transformator TR1. Podstawą jest autotransformator LATR-9, taki jak pokazano na zdjęciu.
Uzwojenie w tym autotransformatorze ma 266 zwojów, jest wykonane z drutu miedzianego Ø1,0 mm, użyjemy go jako pierwotnego. Starannie demontujemy konstrukcję, aby nie uszkodzić uzwojenia. Wał i przymocowany do niego ruchomy styk rolkowy są demontowane.
Następnie musimy wyizolować ścieżkę styku, w tym celu oczyszczamy ją z kurzu, odtłuszczamy i lakierujemy. Gdy dodatkowo wyschnie, izolujemy całe uzwojenie lakierowaną szmatką.
Jako uzwojenie wtórne stosujemy drut miedziany o przekroju co najmniej 80 mm2. Ważne jest, aby izolacja tego drutu była odporna na ciepło. Gdy wszystkie warunki są spełnione, wykonujemy zwoje trzech zwojów.
Ustawienie zmontowanego urządzenia sprowadza się do stopniowania skali rezystora zmiennego, który reguluje czas impulsu.
Zalecamy, aby przed rozpoczęciem spawania ustawić empirycznie optymalny czas impulsu. Jeśli czas trwania jest nadmierny, części zostaną przepalone, a jeśli mniej niż to konieczne, siła połączenia będzie zawodna.
Jak już wspomniano powyżej, urządzenie jest w stanie dostarczyć do spawania prąd elektryczny o mocy do 2000 A, co pozwala na spawanie drutu stalowego Ø3 mm lub blachy stalowej, której grubość nie przekracza 1,1 mm.



