Üsna sageli tekib iga omaniku praktikas vajadus metallosade ühendamise järele. Üks selline ühendusviis on keevitamine. Aga mis siis, kui keevitusmasinat pole? Muidugi saab osta, aga kõige lihtsama seadme saab ka ise teha ja seda peaaegu poole tunniga.
Proloog
Keevitusmasina lihtsaimat prototüüpi – valgustusega elektrikaareprojektorit – kasutati juba kahekümnenda sajandi keskel filmistuudiotes filmide filmimisel.
Kodus on võimalik teha 200 W autotrafost lihtne, haruldane omatehtud keevitusaparaat. (Autotransformaatori ligikaudne diagramm on näidatud joonisel). Väljundpinget reguleeritakse televiisori pistiku pistikupesadesse ümber paigutades.
Trafo sekundaarmähisel peate leidma kaks klemmi, mille pinge on umbes 40 V. Jääb vaid ühendada grafiitelektroodid nende klemmidega ja keevitusmasin on valmis! Arvestada tuleb aga sellega, et sellise autotrafo keevitamise otstarbel kasutamisel on soovitav omada häid teadmisi elektriohutuse põhitõdedest, kuna galvaaniline isolatsioon elektrivõrgust ei ole tagatud.
Sellise omatehtud keevitusmasina kasutusala on üsna lai: alates metalltoodete keevitamisest kuni tööriista tööpindade karastamiseni.
Voltaic kaare rakendusnäited
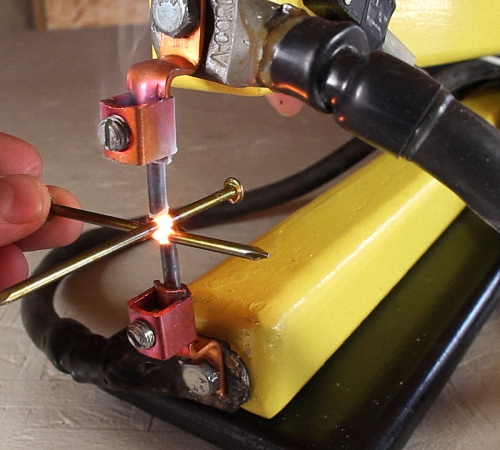
Raadioamatööride praktikas on mõnikord vaja väikseid osi keevitada või väga tugevalt kuumutada. Sellistel juhtudel pole vaja tõsiseltvõetavat keevitusmasinat kasutada, sest... Kõrge temperatuuriga plasma loomiseks ei ole vaja spetsiaalseid seadmeid.
Vaatame mõnda näidet praktilise rakendamise Volta kaar.
Magnetronfilamentkeevitus toitesiinidega
Sel juhul on keevitamine lihtsalt vajalik, kuigi paljud asendavad sellise raskusega magnetroni. Kuid enamasti on rikkeid ainult kaks: hõõgniit puruneb punktis (element 1) ja läbivoolukondensaatorid (element 2) ebaõnnestuvad rikke tõttu.
Pildil on Kenwoodi mikrolaineahju magnetron, mis töötas pärast remonti üle paarikümne aasta.
Loomulikult on termopaari valmistamine täiesti lootusetu töö, kuid juhtub, et see vajab parandamist, kui "pall" puruneb. Tavaliselt leidub selliseid termopaare multimeetrites, millel on temperatuuri mõõtmise režiim
Kui on vaja muuta vedru kuju või teha auk, siis tuleb arvestada, et karastatud vedru on puurimiseks liiga kõva ja stantsiga augu tegemiseks liiga rabe.
Ja terastööriista (valmistatud tööriistaterasest) karastamise korral piisab, kui kuumutada tööpind karmiinpunaseks ja jahutada masinaõliga vannis. Joonisel on kujutatud karastatud kruvikeeraja tera pärast tööserva töötlemist.
Väikeseid keevitustöid saab teha 200-vatise võimsusega trafo ja väljundpingega vahemikus 30–50 volti. Sel juhul peaks keevitusvool olema 10-12 amprit. Trafo ülekuumenemise pärast pole vaja karta, kuna kaar põleb vaid lühikest aega.
Sobib ka tavaline labori autotransformaator LATR voolutugevusega 9 amprit. Arvestada tuleb aga ohu täies ulatuses, kuna puudub elektrivõrgust galvaaniline isolatsioon.
LATR voolukollektori grafiitrulli kahjustamise vältimiseks on soovitav sisendvoolu piirata kaitsmega. Siis ei ole elektroodiahela juhuslik lühis enam hirmutav.
Elektroodid võivad olla mis tahes grafiitvardad lihtsad pliiatsid(soovitavalt pehme).
Elektrilise klemmiploki metallosa kasutatakse juhtme hoidikuna.
Sellel joonisel on näide hoidikust, mis kasutab klemmiplokki, kus ühte auku kasutatakse käepideme kinnitamiseks ja teist juhtme kinnitamiseks klemmi külge.
Selleks et vältida ühekordselt kasutatava süstla (element 3) sulamist klemmiploki (element 1) kuumutamisel, kasutatakse klaaskiust seibe (element 2). Ja standardseks ühendamiseks kaabliga saate kasutada seadme standardset pistikupesa (pos. 4).
Seega on ühendusskeem üsna lihtne: sekundaarmähise üks klemm on ühendatud hoidikuga ja teine klemm on ühendatud keevitava osaga.
Elektroodihoidja kinnitamiseks elektriklemmi abil on veel üks võimalus. Teist hoidikut läheb vaja sama sulamistemperatuuriga metalltoodete keevitamisel või kui on vaja metalltoodet kuumutada (kõvenemine, kuju muutmine).
Skeem kahe grafiitelektroodi ühendamiseks trafo sekundaarmähisega.
Silmade kaitsmiseks sarvkesta põletuste ja sädemete eest ei piisa valgusfiltrite väikese tiheduse tõttu tumedate prillide kasutamisest. Valmistada saab järgmist seadet: eemaldatud läätsedega binokulaarsete prillide raam võib toimida kaitsekilbina; Filter kinnitatakse kirjatarvete klambri abil. Või võite kasutada SMD-tehnoloogiates kasutatavaid amatöörraadioprille.
Vase keevitamisel nikroomi või terasega on vaja räbusti. Kui naatriumtetraboraadile (booraks) või boorhappele lisada väike kogus vett, saadakse pasta, millega määritakse keevitusalasid.
Räbusti valmistamiseks vajalikke materjale saab tavaliselt ehituspoest. Võite kasutada ka boorhapet sisaldavat putukatõrjevahendit Borax.
Skeem CCTV analoogkaamera ühendamiseks teleri või arvutiga
Kodused torutööd on osa äriinimese elust. Üks populaarsemaid koduseadmeid on punktkeevitus. See eeldab tehase või omatehtud keevitusseadme olemasolu. Oma kätega punktkeevitamiseks kasutatavat sarnast seadet pole keeruline luua, vajate ainult soovi ja mõnda olemasolevat tööriista.
Punktkeevituse omadused ja põhimõte
Hakkame uurima küsimust, kuidas tööpõhimõttega oma kätega punktkeevitust teha.
Tänapäeval on punktkeevitus nõudlik mitte ainult igapäevaelus, vaid ka tootmises, kuna see suudab lahendada ka kõige keerulisemaid ülesandeid. Tööstuses kasutatakse reeglina automaatrežiimil töötavaid seadmeid, kodutingimustes punktkeevituseks poolautomaatset keevitusmasinat.
Punkttakistuskeevitus tootmises on vajalik mustadest ja värvilistest metallidest lehttooriku keevitamiseks. Seda kasutatakse erineva paksuse ja konfiguratsiooniga profiilidest toodete keevitamiseks, samuti ristuvate metallist detailide keevitamiseks. Teatud tingimustel on võimalik saavutada kiire töörežiim kuni 600 punkti minutis.
Paljud inimesed on huvitatud küsimusest, kuidas kodus punktkeevitust teha? Kodukeskkonnas kasutatakse punktkeevitust majapidamistarvete parandamiseks ja vajadusel elektrijuhtmete keevitamiseks.
Punktkeevitusprotseduur koosneb mitmest etapist:
- toorikud kombineeritakse vajalikus asendis;
- kinnitage osad otse paigalduse kinnituselektroodide vahele;
- pindu kuumutatakse, mille käigus osad deformeeruvad ja omavahel haakuvad.
On veel üks punktide ühendamise tehnoloogia - laserkeevitus. See on võimeline täitma ülesandeid, mis hõlmavad suure täpsusega tööd ja äärmist jootmistugevust.
Selgub, et punktkeevituse põhimõte on töötavate metallpindade liigne kuumenemine, mille tulemuseks on nende sulandumine ja ühtne struktuurne uusmoodustis.
Keevitusprotsessis mängib peamist rolli voolu impulssreaktsioon, mis loob metallipiirkonna vajaliku kuumutamise. Sama oluline omadus on osade kokkupuuteaeg ja hoidmisjõud. Tänu nendele parameetritele metallstruktuur kristalliseerub.

Keevitusmasinast elektrilise kontaktkeevituse peamised eelised on:
- kasutamise tasuvus;
- tugev õmblus;
- seadmete lihtsus;
- omatehtud punktkeevitust saab luua kodus;
- automatiseerimise võimalus ettevõtte keskkonnas.
Osade punktühenduse ainsaks veaks peetakse lekkivat ühendust.

Peamised nõuded keevitusseadmetele on järgmised:
- võimalus muuta protsessi aega;
- rõhu tekitamine tööpiirkonnas, jõudes kütteprotsessi lõpus piirini;
- kõrge energia- ja soojusjuhtivusega elektroodide olemasolu.
Kodumajapidamises kasutamiseks sobib elektrolüütiline vask ja selle segu EV klassist. Väärib märkimist, et elektroodi kokkupuuteala pindala peab ületama keevitatavat liigendit (õmblust) 2,5 korda.
Keevitusmasina ise kokkupanek
Keevisosade tuvastamiseks on vaja luua sobiv varustus. Omatehtud isetehtud punktkeevituspaigaldis võib olla mis tahes kujuga - kaasaskantavatest sortidest kuni suurte mudeliteni. Praktikas kasutatakse tavaliselt lauaarvuti versioone, mida kasutatakse erinevate metallide ühendamiseks. Enne inverterist punktkeevituse loomist peaksite tutvuma materjalidega, mida valmistamisel vaja läheb.
- energiamuundur, see tähendab trafo;
- 10 mm ristlõikega isolatsiooniga elektrikaabel;
- vaskelektroodid;
- kaitselüliti;
- jootraha;
- poldid;
- saadaolevad tööriistad ja materjalid karkassi aluse või keevitustangide loomiseks (puitplokid, taaskasutatud materjalid, vineer).

1 - modifitseeritud OSM-1.0 trafo; 2 - juht (duralumiinium varras läbimõõduga 30, L300, 2 tk.); 3 - vooder (terasvarras läbimõõduga 10, L30, 2 tk.); 4 - elektrood (vaskvarras läbimõõduga 12, L50, 2 tk.); 5 - messingist seib (2 tk.); 6.12 - M6 kruvid; 7 käepide; 8 - ekstsentriline; 9 - põsk (2 tk.); 10 - vedru; 11 - poole sekundaarmähise väljund (4 tk.); 13 - tekstoliitpuks (soonega vedru otsaaasa jaoks); 14 - M8 polt (6 tk.); 15 - textolite seib (4 tk.); 16 - isoleerkate (lakitud kangas või kanga baasil kaitsev kleeplint, 2 tk.); 17 - trafo korpus.
Paigaldusskeemid
Keevitusseadmete montaažiskeemide peamised tüübid on lihtsad projektid, kus on minimaalselt vajalikke materjale. Väärib märkimist, et valmistatud seadmed ei ole võimsad, see tähendab, et see punktkeevitusskeem on mõeldud ainult koduseks kasutamiseks. Selle eesmärk on keevitada väikeseid raua- ja elektrijuhtmete lehti.

Et mõista, kuidas takistuskeevitust teha, pidage meeles kooli õppekava, nimelt füüsikalist reeglit “Joule-Lenzi seadus”: kui elekter läbib juhti, on selles tekkiv soojusenergia kogus otseselt võrdeline juhi takistusega, kokkupuuteaeg ja elektrivoolu ruut. Järeldus, kui vool oli algselt suur (näiteks 1000 A), siis nõrga ühenduse ja väikeste juhtmetega kulub rohkem energiat (mitu tuhat korda) kui väiksema elektrivooluga (10 A). See tähendab, et kokkupandud elektriahela kvaliteet mängib olulist rolli.

Töö põhiosaks peetakse elektriimpulsi moodustamist kahe metalltoodete sektsiooni vahel keevitamise paigaldus. Selleks on vaja väikest energiamuundurit. Keevitatav toode tuleb ühendada seadme alumise mähisega ja metallelektrood sekundaarmähisega.
Väärib märkimist, et On vastuvõetamatu ühendada muundur otse toiteallikaga. Selleks on elektriahelas ette nähtud elektroonilise lülitiga (türistor) sild. Vajaliku impulsi tekitamiseks tuleb seade varustada abitoitega, mis sisaldab energiaalaldussilda ja trafot. Elektrivool koondatakse kondensaatorisse, mille ülesanne on genereerida impulssi.

Selleks, et kodus valmistatud takistuskeevitusmasin töötaks, peate kondensaatori-takisti ahela avamiseks vajutama püstoli käepidemel olevat impulssnuppu. Nende manipulatsioonide tulemusena toimub metallvarda kaudu tühjenemine. Teoreetilise materjali tugevdamiseks on soovitatav vaadata õppevideot, mis selgitab üksikasjalikult punktkeevitust. See võimaldab teil visuaalselt mõista, kuidas seda kõike õigesti tehakse.
Omatehtud seade mikrolaineahjust
Kuna punktkeevitusmasinate jaoks pole alati võimalik lisaraha eraldada, saate selle ise valmistada. Selleks on vaja üsna võimsat mikrolaineahju.
Trafo kokkupanek
Mikrolaineahjust on vaja ainult ühte osa – punktkeevitamiseks mõeldud kõrgepingetrafot. Selle osa jaoks on vaja ainult südamikku (magnetistorit) ja primaarset (alumist) mähist. Mittevajalike alade eemaldamiseks võite kasutada haamrit, veski või rauasaagi. Pärast trafo sekundaarmähise eemaldamist on vaja takistuskeevitamiseks luua omatehtud trafo. Selleks peaksite kasutama vaskkaablit, mille läbimõõt on võrdne trafo avaga. On vaja teha kaks pööret. Südamiku kahe osa ühendamiseks vajate epoksüvaiku.

Alus on tehtud, nüüd peame töötama omatehtud paigalduse korpusega. Selleks kasutatakse erinevaid polümeere, näiteks plastikut või puitu. Punkti paigalduskorpuse tagaküljel peaks olema mitu ava. Üks ava on seadme võtmeks ja teine toidab elektrit.
Kui plastmassi asemel kasutatakse puitu, siis kõigepealt tuleks teha mitmeid ettevalmistustoiminguid, nimelt lihvida, immutada ja lakkida. Oma kätega punktkeevitamiseks omatehtud töömasina loomiseks vajate:
- keevituspaigaldise toitekaabel;
- Ukse nupp;
- lüliti;
- vasest hoidikud;
- suure läbimõõduga elektrijuhe;
- kulumaterjalid (kruvid, naelad).
Pärast kereosa kuivamist on vaja paigaldus kokku panna ja ühendada kõik sellega seotud osad. Pärast seda lõigatakse vasktraat kaheks osaks, millest igaüks on umbes 25 mm. Need elemendid täidavad elektroodide funktsiooni. Nende parandamiseks kasutage lihtsalt tavalist kruvikeerajat. Seejärel peate installima süsteemivõtme; paks elektrikaabel takistab selle väljalibisemist. Trafo kinnitamiseks konstruktsiooni korpuse külge võite kasutada isekeermestavaid kruvisid, kuid ärge unustage ühe klemmide maandust.

Keevitusseadme kasutamise ohutuse suurendamiseks on soovitatav paigaldada lisalüliti. Töökäte kinnitamiseks kasutatakse ka väikseid naelu ja muid kinnitusvahendeid. Käepidemete otsaosade külge on kinnitatud kontaktmetallist vardad. Ülemise käepideme tõstmiseks kasutatakse tavalist polümeeri - kummi.
Elektroodide loomine
Ise-ise punktkeevitamiseks kasutatavad elemendid peavad vastama teatud nõuetele, nimelt vastupidavus töötemperatuuridele, hea elektrijuhtivus ja lihtsus töödelda.
Selleks sobivad suurepäraselt vasktraadid ristlõikega 15 mm või rohkem. Põhiprintsiip on see, et elektroodi ristlõige ei tohiks olla väiksem kui traadi läbimõõt. Kui te ei pahanda, võite kasutada 2 jootekolvi otsi, mis peavad kindlasti kaua vastu.

Juhtnupud
Ise-ise takistuskeevitusel on lihtne seade. Juhtimissüsteeme on ainult kaks - lüliti ja käepide. Punktkeevituslüliti on fikseeritud primaarmähise ahelas. See on vajalik, kuna sekundaarmähises on rohkem voolu ja lülitussüsteem loob täiendava takistuse. Lüliti on paigaldatud kangile, nii et seda on mugavam töötada. See tähendab, et ühe käega saate elektri sisse lülitada ja teise käega keevitatavaid materjale hoida.
Väärib märkimist, et keevitusvoolu sisse ja välja lülitamine peab toimuma ainult kokkusurutud elektroodidega, sest vastasel juhul tekib säde, mis viib nende põlemiseni. Seadme jahutamiseks on soovitatav kasutada ka ventilaatorit.
Kui sellist jahutussüsteemi ei ole, siis tuleks pidevalt jälgida energiamuunduri, metallelektroodide, elektrijuhtmete temperatuuri ning teha lisapause, et vältida ülekuumenemist.

Tänapäeval pole punktkeevitamiseks mõeldud keevitusmasina ostmine probleem sularaha. Iga spetsialiseeritud kauplus pakub laias valikus seadmeid osade punktühenduseks, erineva võimsuse ja tootjaga. Kuid kodumeistrite jaoks ei ole alati võimalik vajalikke parameetreid valida, nii et punktkeevitusmasina valmistamine oma kätega on optimaalne lahendus. Kõik vajalikud tarvikud on laenutatavad ja kodust leitavad. Ise-tege-ise punktkeevitus ei vea alt ja töötab ideaalselt, pakkudes seeläbi metalltoodetele vajalikke pisiremonditöid.
Punktkeevitus, nagu teada, tehakse spetsiaalsete seadmete abil, kuid sellist seadet ei saa mitte ainult seeriaversioonis, vaid ka oma kätega valmistada: selleks on kasulik vanast mikrolaineahjust eemaldatud trafo. Saadud seade annab teile võimaluse teostada kvaliteetset punktkeevitust vahelduvvoolu abil, mille tugevust ei saa reguleerida.
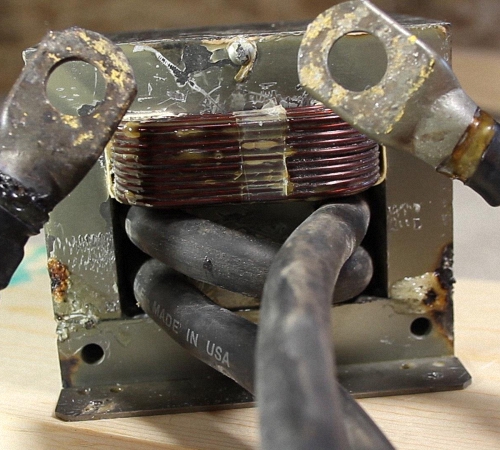
Trafo on iga sellise punktkeevitusseadme kõige olulisem element: selle ülesanne on tõsta sisendpinget nõutava väärtuseni. Selle tõhusaks toimetulekuks peab seadmel olema kõrge transformatsiooniaste. Suured mikrolaineahjud on varustatud selliste trafodega, millest ühe peate leidma. Kui leiate sellise mikrolaineahju mudeli, peate trafo sellest väga ettevaatlikult eemaldama.

Punktkeevitusmasina kokkupanemise tehnoloogiat saab enam-vähem üksikasjalikult näha allolevast videost. Selle omatehtud seadme näide aitab meil illustreerida punkti loomise protsessi. Montaaži üksikasjade kohta lisateabe saamiseks lugege kogu artiklit.
Trafo eemaldamine mikrolaineahjust
Kui omatehtud punktkeevitusmasin kasutab trafot võimsusega 700–800 W, siis saate selle abil ühendada metalllehti, mille paksus ulatub 1 mm-ni. Selline trafo kuulub astmeliste seadmete kategooriasse; magnetroni toite andmiseks on see võimeline genereerima pinget 4 kV.
Magnetron, millega iga mikrolaineahi on varustatud, vajab töötamiseks kõrget pinget. Sellega seoses on sellega ühendatud trafo primaarmähisel väiksem ja sekundaarmähisel suurem pöörete arv. Viimase juures tekib ca 2 kV pinge, mis siis tänu spetsiaalse dubleerija kasutamisele kahekordistub. Sellise seadme jõudlust pole mõtet kontrollida, mõõtes selle primaarmähisega ühendatud pinget.
![]()
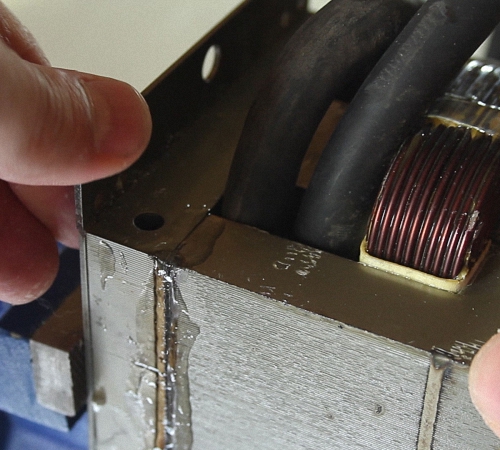
Trafo tuleks mikrolaineahjust ettevaatlikult eemaldada. Ärge tõstke haamrit ega muid raskeid esemeid. Mikrolaineahju põhi keeratakse lahti, kõik kinnitused eemaldatakse ja trafo eemaldatakse ettevaatlikult paigalduskohast. Mikrolaineahjust eemaldatud seadmes vajate esiteks selle magnetahelat ja teiseks primaarmähist, mis võrreldes sekundaarmähisega on paksemast traadist ja vähemate keerdudega.
Selle kasutuse tõttu peate sekundaarmähise lahti võtma, mille jaoks on abiks haamer ja peitel. Väga oluline on primaarmähist mitte kahjustada ega purustada, seega peate tegutsema ülima ettevaatusega. Kui sekundaarmähise lahtivõtmisel leiate voolu piiramiseks kasutatavast trafost šunte, tuleb need samuti eemaldada.

Sekundaarmähist saab lõigata peitliga
Kui trafo magnetsüdamik ei ole liimitud struktuur, vaid keevitatud, on parem eemaldada sekundaarmähis sellelt peitli või tavalise rauasae abil. Kui mähis on magnetahela aknasse väga tihedalt pakitud, tuleb see puurida või juhtmete lõikamisega välja valida. Seda tuleb teha väga ettevaatlikult, kuna selliste manipulatsioonide tõttu võib magnetahel kokku kukkuda.
Pärast demonteerimistööde lõppu tuleks kerida uus sekundaarmähis. Selleks vajate traati, mille läbimõõt on vähemalt 1 cm. Kui teil sellist traati laos pole, peate selle ostma. Sel juhul ei ole üldse vaja osta selle ristlõikega tahket keerutatud traati, võite kasutada ka mitme üksiku juhtme kimpu, mis koos annavad vajaliku läbimõõdu. Pärast uue sekundaarmähise paigaldamist suudab teie uuendatud trafo genereerida voolu kuni 1000 A.
![]()
Kui soovid oma punktkeevitajat võimsamaks muuta, siis ühe trafo tehnilistest võimalustest ei pruugi Sulle piisata. Siin peate kasutama kahte sellist seadet (vastavalt kahe mikrolaineahju lahtivõtmisega).
Mikrolaineahjust trafo uuendamise peensused
Sekundaarmähise tegemiseks peate südamikule kerima 2-3 pööret, mis tagab umbes 2 V väljundpinge ja lühiajalise keevitusvoolu üle 800 A. See on tõhusaks tööks täiesti piisav. punktkeevitusmasinast. Nii paljude pöörete kerimine võib olla keeruline, kui kasutataval traadil on paks isolatsioonikiht. Selle probleemi lahendamine on üsna lihtne: peate eemaldama juhtmest standardse isolatsiooni ja mähkima selle elektrilindiga, millel on kangast alus. On väga oluline, et sekundaarmähise jaoks kasutatav traat oleks võimalikult väikese pikkusega, mis väldib selle takistuse põhjendamatut suurenemist ja vastavalt ka voolutugevuse vähenemist.

Kui teil on vaja keevitada kuni 5 mm paksuseid metalllehti, pidage meeles, et selleks on vaja suurema võimsusega punktkeevitajat. Selle ise valmistamiseks peate kasutama kahte trafot, mis on ühendatud ühes vooluringis. Sellise ühenduse loomisel on hädavajalik järgida asjakohaseid reegleid. Kui teete vea ja ühendate kahe trafo primaar- ja sekundaarmähise klemmid valesti, võib tekkida lühis. Mähiste õiget ühendamist, kui nende samanimelistel klemmidel pole märgistusi, kontrollitakse voltmeetri abil.
Pärast kahe trafo samade klemmide õiget ühendamist on vaja mõõta nende ühiselt tekitatava voolu väärtust. Reeglina on punktkeevitusmasinatele mõeldud omatehtud trafod, mida kavatsetakse kasutada kodutöökodades, voolutugevusega piiratud - mitte rohkem kui 2000 A. Selle väärtuse ületamine põhjustab elektrivõrgu katkestusi mitte ainult teie kodus, aga ka lähinaabrite juures . Ja see toob loomulikult kaasa konflikte. Ühendatud trafode tekitatud voolu väärtust, samuti lühise olemasolu nende ahelas kontrollitakse ampermeetri abil.
Veel üks näide punktkeevituse kokkupanekust on näidatud allolevas videos:
Milliseid tulemusi on võimalik saavutada, kui reeglite kohaselt on ühendatud kaks mitte väga võimsat trafot? Kui võtame kaks identset seadet, millel on järgmised omadused: võimsus - 0,5 kW, sisendpinge - 220 V, väljundpinge - 2 V, võimsus nimivool– 250 A, – siis ühendades nende primaar- ja sekundaarmähised järjestikku, saate väljundis kahekordse nimivoolu ehk 500 A.
Lühiajaline keevitusvool suureneb peaaegu samamoodi, kuid selle moodustumise ajal täheldatakse märkimisväärseid kadusid, mis on tingitud sellise elektriahela suurest takistusest. Sekundaarmähise mõlemad otsad - juhtmed Ø 1 cm - on ühendatud punktkeevitusmasina elektroodidega.
![]()
2 trafo ühendamine vastavalt skeemile nr 1
Kui teie käsutuses on kaks võimsat trafot, kuid nende väljundpingest isetehtud seadme jaoks ei piisa, saate ühendada järjestikku nende sekundaarmähised, millel peaks olema sama palju pöördeid. Seda meedet kasutatakse juhul, kui magnetsüdamiku akna ebapiisavalt suure suuruse tõttu ei ole võimalik sekundaarmähise pöördeid lihtsalt üles kerida.
Sellise ühenduse korral on vaja tagada, et ühendatud seadmete sekundaarmähiste pöörde suund oleks ühtlane, vastasel juhul võib tekkida antifaas ja sellise kombineeritud seadme väljundpinge on nullilähedane. Ühenduse õigsuse katseliseks määramiseks on soovitatav kasutada õhukesi juhtmeid.
![]()
Kuidas määrata samanimeliste trafode klemme
Kui ühendatud seadmete mähiste klemmid on märgistamata, tuleb nende seast omavahel ühendada need samanimelised. Seda probleemi saab lahendada järgmiselt: kahe või enama trafo primaar- ja sekundaarmähised ühendatakse järjestikku, sellise kombineeritud seadme sisendile antakse pinge ja väljundklemmidele (klemmidele) on ühendatud vahelduvpinge voltmeeter. järjestikku ühendatud sekundaarmähistest).
Sõltuvalt ühenduse suunast võib voltmeeter käituda erinevalt:
- näidata üht või teist pinge väärtust;
- ei näita ahelas üldse pinget.
Kui voltmeeter tekitab mingit pinget, tähendab see, et nii primaar- kui ka sekundaarmähise ühendusahelas on vastasklemmid. Kui mähised on nii valesti ühendatud, toimuvad neis järgmised protsessid: kahe ühendatud trafo primaarmähiste sisendisse antav pinge väheneb mõlemal poole võrra; Pinge suurenemine toimub sekundaarmähistel, millest igaühel on sama teisendussuhe. Väljundvoltmeeter registreerib kogupinge, mille väärtus võrdub kahekordse sisendväärtusega.

Kui voltmeeter näitab väärtust “0”, tähendab see, et igast järjestikku ühendatud sekundaarmähist väljuvad pinged on võrdse väärtusega, kuid neil on erinevad märgid, seega need tühistavad üksteist. Teisisõnu, vähemalt üks ahelasse ühendatud mähiste paar on ühendatud samanimeliste klemmidega. Sel juhul saavutatakse vooluahela elementide õige ühendamine primaar- või sekundaarmähiste ühendamise järjekorra muutmisega, keskendudes voltmeetri näitudele.
Elektroodid omatehtud punktkeevitamiseks
Oma kätega mikrolaineahjust kokkupandud punktkeevitusmasina elektroode valides peaksite pöörama tähelepanu asjaolule, et nende läbimõõt ühtiks traadi läbimõõduga, millega need on ühendatud. Selliste elementidena saab kasutada vaskvardaid ja väikese võimsusega seadmetele sobivad professionaalsete jootekolbide otsad.
Töö ajal kuluvad punktkeevituselektroodid aktiivselt. Nende geomeetriliste parameetrite korrigeerimiseks tuleb neid pidevalt teritada. Loomulikult tuleb aja jooksul sellised elemendid uutega asendada.

Juhtmed, mis ühendavad elektroode punktkeevitusmasinaga, peavad olema minimaalse pikkusega, vastasel juhul kaotavad nad seadmelt märkimisväärse võimsuse. Toitekaod muutuvad tõsiseks ka siis, kui elektriahelas “elektrood-punktkeevitusseade” on palju ühendusi. Kui soovite omatehtud seadmete kasutamise efektiivsust suurendada, on parem jootma vasest otsikud elektroode ühendavate juhtmete külge. Selliseid kõrvu kasutades väldite voolukadusid kontaktpunktides, mis on tingitud surve- või muude ühenduste suurenenud takistusest.
Elektroode punktkeevitusmasinaga ühendavad juhtmed on üsna suure läbimõõduga, nii et spetsiaalsed eelnevalt tinatatud otsad aitavad nende jootmist lihtsamaks muuta. Kuna sellise seadme elektroodid on eemaldatavad, ei toimu jootmist kohtades, kus need on otstega ühendatud. Loomulikult kaob võimsus ka sellistes piirkondades, mis puutuvad pidevalt kokku oksüdatsiooniga, kuid neid on palju lihtsam puhastada kui kortsutatud otsikuid.
Elektroodide paigaldamine keevitusmasinale
Nagu juba eespool mainitud, võib takistuskeevituse elektroodi valmistada vaskvardast või professionaalse jootekolvi otsast, kui seadme võimsus on madal. Seadmest pärinev traat ühendatakse elektroodiga vasest otsiku abil, mis on sellega ühendatud jootmise teel.

Ots ühendatakse elektroodiga poltühenduse abil, mis peab olema väga töökindel, et takistuse suurenemine ebausaldusväärse kontakti kohas ei tooks kaasa punktkeevitusmasina võimsuse kadu. Sellise ühenduse loomiseks tehakse elektroodi ja otsa sama läbimõõduga augud.
Poldid ja mutrid, millega elektroodid ja kõrvad juhtmetega ühendatakse, on kõige parem valida vase või selle sulamite hulgast, millel on minimaalne elektritakistus. Selliste ühenduste elemente, mis oluliselt lihtsustavad takistuskeevitusmasina hooldust, pole oma kätega üldse raske teha.
Omatehtud punktkeevituse juhtseadmed
Punktkeevitusmasina (eriti oma kätega mikrolaineahjus valmistatud masina) kasutamine pole eriti keeruline. Selleks piisab kahest elemendist: hoovast ja lülitist. Elektroodide vaheline survejõud, mille eest hoob vastutab, peab tagama ühendatavate osade usaldusväärse kontakti keevituspunktis. Nende oluliste nõuete täitmiseks saab selliste seadmete kangimehhanisme täiendada kruvielementidega, mis annavad veelgi suurema survejõu. Loomulikult peab sellisel punktkeevitusseadme elemendil olema väga kõrge töökindlus.

Tõsistele tootmisseadmetele, mida kasutatakse märkimisväärse paksusega teraslehtede ühendamiseks, paigaldatakse surveelemendid, mis tekitavad vastavalt vajadusele survet 50 kuni 1000 kg. Ja kodutöökojas ebakorrapäraseks ja lihtsaks tööks kasutatavatel punktkeevitusmasinatel piisab, kui selline mehhanism tekitab kuni 30 kg survet. Mugavuse ja punktkeevitusmasina kasutamise hõlbustamiseks muudetakse selle kinnitushoob pikemaks; see suurendab ka survejõudu vajaliku väärtuseni.
Koduse koduseadme jaoks piisab 60 cm pikkusest kangist, mille abil saate rakendatavat jõudu 10 korda suurendada. Seega, kui vajutate hooba 3 kg jõuga, surutakse elektroodid ja ühendatud osad kokku 30 kg jõuga. Et selline hoob ei liigutaks vajutamisel seadet ennast, tuleb seadme alus klambri abil kindlalt töölaua pinnale kinnitada.

Lüliti, mis vastutab seadme voolu andmise eest, on ühendatud trafo primaarmähise vooluringiga, mille vool on oluliselt väiksem kui sekundaarmähises. Kui ühendate lüliti sekundaarmähisega, tekitab see täiendava takistuse ja selle kontaktid keevitatakse tugeva voolu mõjul tihedalt kokku.
Kui kinnitusmehhanismina kasutatakse hooba, siis on parem asetada lüliti otse sellele, siis jääb sekundinäidik vabaks (sellega saab toetada keevitatavaid osi).
Omatehtud punktkeevitusseadmetega töötamise eripära on see, et elektroodidele tuleb voolu anda ainult siis, kui need on kokkusurutud olekus. Vastasel juhul tekib elektroodide intensiivne säde ja selle tulemusena nende aktiivne põlemine. Sellise seadmega töötamise esmase kogemuse saate koolitusvideo abil.
Punktkeevitusseadmete elektroodid kuumenevad töö ajal aktiivselt. Lisaks sellele on sellise seadme trafo ja juhtivad elemendid intensiivselt kuumutatud. Et vältida liigset kuumust, mis võib põhjustada punktkeevitusseadmete rikke, tuleks ette näha lihtne jahutussüsteem. Selleks kasutatakse sageli tavalist ventilaatorit. Samuti saate seadme elementide jahutamiseks vajalikke tööpause teha.
Keevitusprotsessi ajal kokkusurutud olekus voolu all olevate elektroodide hoidmise aega saab kontrollida visuaalselt, keskendudes ristmikul oleva punkti värvile, või kasutada selleks spetsiaalset releed.
Ilmselgelt pole mikrolaineahjust trafol põhineva punktkeevitusmasina valmistamine sugugi keeruline, kui olete hoolikalt uurinud monteerimisprotsessi videoid ja fotosid ning võttes arvesse esitatud soovitusi.
(hääled: 6
, keskmine hinne: 4,83
5-st)
Keevitusmasina ostmine pole kõigile kättesaadav, kuna see tööriist on väga kallis. Seetõttu on palju odavam seda ise vanametallist valmistada. Edasi käsitleme punktkeevitusmasina kasutamise ja valmistamise iseärasusi.
Punktkeevitusmasin: tööpõhimõte ja valmistamise põhitõed
Takiskeevituse rakendusala on üsna lai, seda tööriista kasutatakse erinevat tüüpi metalltoodete parandamisel või valmistamisel. Lisaks on selle seadme abil võimalik hõlpsasti teostada erinevaid töid metalltreppide, väravate, konstruktsioonielementide jms valmistamisel.
Takistuskeevituse põhimõte seisneb selles, et elektrivool soojendab teatud terasdetailide piirkondi, mis on omavahel kontaktis. Sel juhul moodustub keevisliide, mida nimetatakse õmbluseks. Keevitamise lõpptulemus sõltub otseselt materjali tüübist, millest detail on valmistatud, ja selle tihedusest. Lisaks tuleks arvesse võtta järgmisi parameetreid:
- keevitusahelal peaks olema üsna madal pinge, üks kuni kümme vatti;
- keevitusprotsess ei kesta kauem kui paar sekundit;
- keevitusimpulsil on suur voolutugevus;
- mida väiksem on sulamistsoon, seda parem on keevitamine;
- Keevisõmblus peab taluma suuri koormusi.
Keevitamise tulemus sõltub otseselt sellest, kui õigesti neid omadusi täheldati. Keevitusmasina ise valmistamine on üsna keeruline protsess, mille kvaliteedi tagamiseks peate järgima teatud juhiseid ja tehnoloogilisi soovitusi.
Lihtsam variant on kokku panna muutuva vooluga keevitusmasin. See seade juhib keevitusprotsessi, muutes detaili tabava keevitusimpulsi kestust. Nende toimingute tegemiseks vajate kella releed, mida reguleeritakse automaatselt või käsitsi.

Koduse punktkeevitusmasina põhikomponendiks on keevitustrafo, mida võib sageli leida kodumasinatest nagu mikrolaineahi, televiisor jne. Trafo seadme mähised keritakse nõutava voolu ja pinge suhtes tagasi, mille käigus toimub keevitamine.
Keevitusmasina juhtimise ulatuse valimiseks peate esmalt kokku panema seadme peamised mehhanismid. Keevitusmasina konstruktsioonielemendid valitakse vastavalt selle võimsusele ja trafo - põhimehhanismi - parameetritele.
Takistuskeevitusmasina valmistamine toimub vastavalt selle kasutusviisile ja materjali omadustele, millega on vaja töötada. Kõige sagedamini ühendatakse põhiseadmega keevitustüüpi tangid.
Pange tähele, et kõik elektriühendused peavad olema kvaliteetsed. Kõik juhtmed peavad olema sobiva läbimõõdu ja ristlõikega. Kui vooluahel on ebausaldusväärne, kaob elekter. Sel juhul võivad tekkida sädemed ja keevitusprotsess peatub.

Metallosade punktkeevitusmasina skeem
Oma kontakttüüpi punktkeevitusseadme valmistamiseks kasutage allolevaid diagramme. Neist esimest kasutatakse juhul, kui punktkeevitusmasinat kasutatakse kuni ühe millimeetri paksuste metalllehtede, aga ka kuni neljamillimeetrise läbimõõduga traadi ja varda keevitamiseks.
Sel juhul vajate järgmist seadet:
- seade, mis töötab vahelduvpingel 220 W;
- väljundpinge tüüp on 3-7 V, tühikäigul;
- keevitusvoolu maksimaalne väärtus on kuni poolteist tuhat amprit.
Kogu seadet eristab põhiahela olemasolu, mis sisaldab toitekomponenti, automatiseeritud lülitit ja juhtimisahelat. Kui töö käigus tekivad hädaolukorrad, välditakse neid lüliti abil. Esimeses sõlmes on trafo T2 keevitamiseks ja ühefaasilise tüüpi kontaktivaba türistori lüliti kujul olev seade, mille abil primaarmähis on ühendatud elektriga.

Juhtahela teine versioon hõlmab keevitustrafo mähise tegemist teatud pööretega. Primaarmähisel on kuus juhtmesektsiooni. Nende ümberlülitamisega on võimalik reguleerida väljundkeevitusvoolu sekundaarmähise suhtes. Samal ajal jääb esimesele kontaktile võrguahela püsiühendus ning teiste abil reguleeritakse elektritoite tööd.
M TT4 K märgistusega starter on masstootmises. Seda moodulit eristab türistori lüliti olemasolu, mis sulgemisprotsessi ajal lülitab koormuse läbi esimese ja kolmanda kontakti. See seade on võimeline töötama koormuse all maksimaalse pingega kuni kaheksasada vatti ja vooluga kuni kaheksakümmend amprit. See kontrolliskeem sisaldab:
- jõuallikas;
- kett mehhanismi seadistamiseks;
- relee k1.

Keevitusmasina voolu andmiseks kasutatakse mis tahes tüüpi trafot, mille võimsus on kuni kakskümmend vatti. Samal ajal tuleks seda kasutada 220 V nimivõrgus töötamisel. Pinge, mis mähise teisel versioonil väljastatakse, on umbes 22 V. Voolu alaldamiseks on soovitatav paigaldada dioodsild. Lisaks on võimalik kasutada mis tahes muud mehhanismi, millel on samad parameetrid.
Neljanda ja viienda kontakti sulgemiseks kasutatakse releed k1. See protsess viiakse läbi, rakendades juhtahelast mähisele pinget. Lülitatud voolu väärtus ei ületa 99 mA. Sel juhul vajate peaaegu iga nõrkvoolu elektromagnetiliste omadustega releed.

Punktkeevitusmasina struktuur ja disain
Juhtahelal on mitu funktsiooni. Kui k1 on teatud aja jooksul sisse lülitatud, seatakse konkreetne kellaaeg. Sel juhul on võimalik määrata kindel aeg keevitatavate osade elektrooniliste impulsside tarnimiseks.
Elektriahel sisaldab kondensaatoreid, alates c1 kuni c6. Neil on elektrolüütilised omadused, mille pinge on üle 52 V. Lisaks on vaja kondensaatorit võimsusega 46 μF. Kui tavaliselt suletud kontaktirühm on avatud, laaditakse relee otse toiteallika kaudu.
Selle mehhanismi peamine võimsusosa on trafo. Selle abiga muudetakse üks elektrienergia liik teiseks. Selleks kasutatakse magnettraati 2,5 A. Vanast mähist tuleks lahti saada, magnetjuhtme otsa paigaldatakse rõngad, mille valmistamiseks kasutatakse elektripappi. Need on volditud piki sisemist ja välimist serva. Järgmisena keritakse magnetahel lakitud lapiga kolmes või enamas kihis. Mähise lõpuleviimiseks vajate järgmisi juhtmeid:
- primaarmähise läbimõõt on umbes 1,5 mm, et see oleks laki koostisega paremini küllastunud, on soovitatav kasutada kangapõhist traati;
- Sekundaarmähise läbimõõt on umbes kaks sentimeetrit ja see sisaldab räniorgaanilise päritoluga mitmetuumalist isolatsiooni.
Esimese mähise tegemise käigus tuleks varustada vaheklemmid. Järgmisena immutatakse see lakiga. Primaarrullile keritakse puuvillane teip, mis on samuti immutatud lakikompositsiooniga. Sellele järgneb sekundaarmähise protsess ja edasine immutamine lakiga.
Omatehtud punktkeevitusmasina valmistamine hõlmab ka tangide ehitamist. Tangid on kahte tüüpi: statsionaarsed või kaugtangid. Esimest võimalust on lihtsam valmistada, kuna neil on kvaliteetne ja usaldusväärne isolatsioon ning sõlmede sektsioonid on üksteisega kindlalt ühendatud. Kuid neil tangidel on teatav puudus: kinnitusjõu tekitamiseks on vajalik keevitustöö tegija otsene osalemine.
Kaugtangid on mugavamad kasutada, kergesti eemaldatavad ja ei võta palju ruumi. Tangide jõu kontrollimiseks piisab nende pikenduse pikkuse muutmisest seadme taga. Väliste keevitustangide ühendamise kohta tuleks usaldusväärse veekindluse tagamiseks paigaldada poldid, puksid ja seibid.
Punktkeevitusmasina jaoks oma kätega tangide valmistamisel on vaja kindlaks määrata elektroodiruumist väljaulatuvuse suurus, keha vaheline kaugus ja käepideme liikuvate liigendite koht. See parameeter mõjutab maksimaalset võimalikku kaugust keevisõmbluse ja plekiühenduse serva vahel.
Klamberelektroodide valmistamiseks kasutage vaskvardaid või berülliumpronksi. Võimalik kasutada suure võimsusega jootemasina otsikut. Elektroodi läbimõõt peab vastama traadi läbimõõdule, millega see on ühendatud. Selleks, et keevissüdamikud oleksid kvaliteetsed, peavad elektroodi otsad kitsenema ja olema minimaalse suurusega.

Kuidas teha mikrolaineahjust punktkeevitajat
Punktkeevitusaparaadi hind on üsna kõrge, seega on seda palju odavam ise valmistada. Töö käigus läheb vaja mikrolaineahju, eelistatavalt tuleks valida suurem seade. Sellest parameetrist sõltub tulevase keevitusmasina võimsus.
Kui teil mikrolaineahju pole, võite selle otsida kirbukalt või küsida naabritelt ja osta tarbetu mikrolaineahi väga soodsalt. Järgmisena peaksite mikrolaineahju lahti võtma ja eemaldama sellest osa kõrgepingetrafo kujul.
Pange tähele: hoolimata asjaolust, et võtate lahti mikrolaineahju, mis ei ole vooluvõrku ühendatud, on selle sees osi, mis võivad isegi selles olekus saada elektrilöögi.
Trafo põhiosade hulgas märgime südamikku ja kahte tüüpi mähist - primaarset ja sekundaarset. Südamiku ühendamiseks kasutatakse kahte õhukest keevisõmblust; need tuleks ära visata. Seda saab teha haamri ja rauasaega. Lõikamiseks võite kasutada ka veskit. Nii jõuate trafo mähisteni, proovige neid mitte kahjustada. Sekundaarmähise eemaldamiseks lõigake sekundaarmähis ettevaatlikult läbi ja tõmmake soovitud mähis välja.
Pärast seda saate trafo ja selle primaarmähise südamiku. Südamik peab koosnema kahest üksteisest eraldatud osast.
Järgmisena peaksite tegema trafo osa sekundaarmähise. Nendel eesmärkidel vajate trafo pesaga sama ristlõikega vaskkaablit. Tuul umbes kaks pööret. Kasutades tavalist kahekomponendilist epoksüvaiku, ühendatakse südamiku kaks poolt üksteisega. Et need paremini istuksid, asetage need kruustangisse.
Kontrollige pingetaset trafo mehhanismi väljundis, see ei tohiks ületada kahte volti. Sel juhul on voolu minimaalne väärtus 850 A.
Järgmisena peaksite hoolitsema keevitusmasina korpuse valmistamise eest, selleks võite kasutada puitu või ülitugevat plastikut. Korpuse tagapaneelil peaks olema mitu auku, millest üks vastutab toiteallika eest ja teine mehhanismi välja- ja sisselülitamise eest.
Kui korpus on valmistatud puidust, peaks see olema hästi lihvitud, kaetud immutamise ja lakiga. Käsitsi punktkeevitusmasina valmistamiseks vajate ka:
- voolujuhe;
- ukselink;
- lüliti;
- vasest hoidikud, millest elektroodid valmistatakse;
- suure ristlõikega vasktraat;
- puidukruvid ja naelad.

Pärast kehaosa kuivamist peaksite selle seadme kokku panema ja kõik osad omavahel ühendama. Järgmisena tuleks vasest valmistatud traadist kaks osa ära lõigata, iga sektsiooni suurus on umbes 25 mm. Need täidavad elektroodide funktsiooni, nende hoidikusse kinnitamiseks piisab tavalise kruvikeeraja kasutamisest. Järgmisena peaksite lüliti fikseerima, paks kaabel ei lase sellel välja kukkuda. Trafo kehaosa külge kinnitamiseks kasutage tavalisi isekeermestavaid kruvisid. Sel juhul peaksite hoolitsema maanduse eest, mis on kinnitatud ühele klemmidele.
Suurema ohutuse tagamiseks selle mehhanismi kasutamisel soovitame paigaldada veel ühe lisalüliti. Kangide kinnitamiseks kasutatakse ka isekeermestavaid kruvisid ja naela. Kontaktelektroodid on paigaldatud hoobade otstesse. Kasutage õlavarre tõstmiseks tavalist kummi. Pärast elektroodide läbipõlemist on neid lihtne asendada samamoodi valmistatud uutega.
Punktkeevitusmasinaid ei kasutata igapäevaelus nii sageli kui kaarkeevitusseadmeid, kuid mõnikord ei saa ilma nendeta hakkama. Arvestades, et selliste seadmete maksumus algab 450-470 dollarist, on selle ostmise tasuvus küsitav.
Sellest olukorrast väljapääs on oma kätega takistuspunktkeevitus. Kuid enne, kui räägime teile, kuidas sellist seadet ise valmistada, vaatame, mis on punktkeevitus ja selle töö tehnoloogia.
Lühidalt punktkeevitusest
Seda tüüpi keevitus on kontakt (termomehaaniline). Pange tähele, et sellesse kategooriasse kuuluvad ka õmblus- ja põkkkeevitus, kuid neid pole võimalik kodus rakendada, kuna selleks on vaja keerulisi seadmeid.
Keevitusprotsess hõlmab järgmisi samme:
- osad kombineeritakse vajalikus asendis;
- kinnitage need seadme elektroodide vahele, mis suruvad osi;
- toimub kuumutamine, mille tulemusena on osad plastilise deformatsiooni tõttu üksteisega kindlalt ühendatud.
Tootmispunktkeevitusmasin (nagu fotol näidatud) suudab minuti jooksul teha kuni 600 toimingut.

Protsessi tehnoloogia
Osade soojendamiseks vajaliku temperatuurini rakendatakse neile lühiajalist elektrivoolu impulssi. suur jõud. Reeglina kestab impulss 0,01 kuni 0,1 sekundit (aeg valitakse selle metalli omaduste põhjal, millest osad on valmistatud).
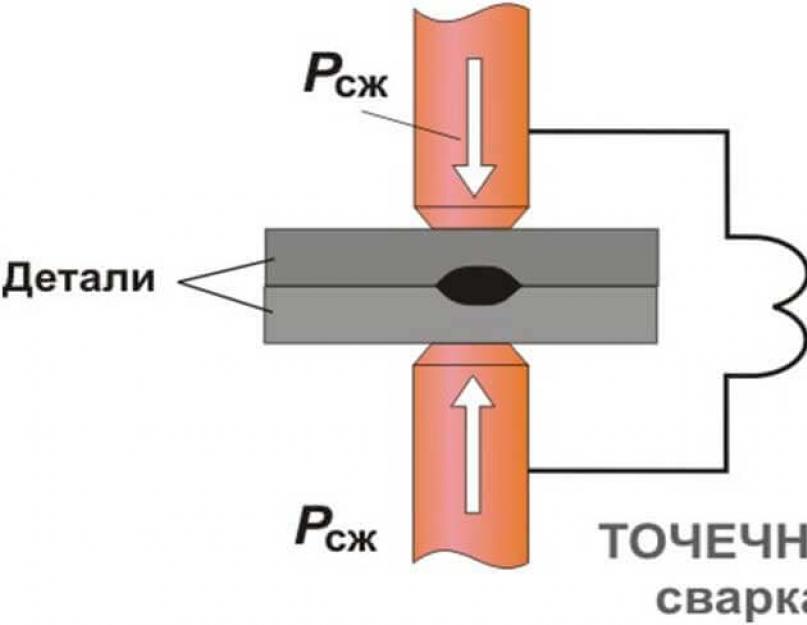
Impulsiga metall sulab, detailide vahele tekib ühine vedel südamik, mille kõvenemiseni tuleb keevitatavaid pindu surve all hoida. Tänu sellele jahtumisele sula tuum kristalliseerub. Allpool on näidatud keevitusprotsessi illustreeriv joonis.

Nimetused:
- A – elektroodid;
- B – keevitavad osad;
- C – keevitussüdamik.
Surve osadele on vajalik selleks, et impulsiga moodustuks piki sulametalli südamiku perimeetrit tihendusrihm, mis ei lase sulal keevitamise tsoonist välja voolata.
Varustama Paremad tingimused Sulatuse kristalliseerimiseks eemaldatakse järk-järgult surve osadele. Kui õmbluse sees olevate ebahomogeensuste kõrvaldamiseks on vaja keevituskohta sepistada, suurendage rõhku (tehke seda viimases etapis).
Pange tähele, et usaldusväärse ühenduse ja õmbluse kvaliteedi tagamiseks on kõigepealt vaja töödelda detailide pindu kohtades, kus keevitamine toimub. Seda tehakse oksiidkile või korrosiooni eemaldamiseks.
Kui on vaja tagada 1–1,5 mm paksuste osade usaldusväärne ühendus, kasutatakse kondensaatorkeevitust. Selle tööpõhimõte on järgmine:
- kondensaatoriplokk on laetud väikese elektrivooluga;
- kondensaatorid tühjenevad läbi ühendatud osade (impulsi tugevus on piisav, et tagada vajalik keevitusrežiim).
Seda tüüpi keevitamist kasutatakse nendes tööstusharudes, kus on vaja ühendada miniatuurseid ja subminiatuurseid komponente (raadiotehnika, elektroonika jne).
Rääkides punktkeevitustehnoloogiast, tuleb märkida, et seda saab kasutada erinevate metallide ühendamiseks.
Omatehtud kujunduste näited
Internetis on palju näiteid punktkeevitust tootvate masinate loomisest. Siin on mõned kõige edukamad kujundused. Allpool on diagramm lihtne seade punktkeevitamiseks.

Rakendamiseks vajame järgmisi raadiokomponente:
- R - muutuv takistus nimiväärtusega 100 oomi;
- C – kondensaator, mis on ette nähtud pingele vähemalt 25 V mahuga 1000 μF;
- VD1 – türistor KU202, täheindeks võib olla K, L, M või N, võib kasutada ka PTL-50, kuid sel juhul tuleb mahtuvust “C” vähendada 1000 μF-ni;
- VD2-VD5 – dioodid D232A, välisanaloog – S4M;
- VD6-VD9 – D226B dioodid, neid saab asendada välismaise analoogiga 1N4007;
- F – 5 A kaitse.
On vaja teha kõrvalepõige, et öelda, kuidas TR1 trafot teha. See on valmistatud raua Sh40 baasil, määratud paksusega 70 mm. Primaarmähise jaoks vajate PEV2 traati Ø0,8 mm. Pöörete arv mähises on 300.
Sekundaarmähise tegemiseks vajate Ø4 mm keerdunud vasktraati. Seda saab asendada rehviga, kui selle ristlõige on vähemalt 20 mm 2. Sekundaarmähise keerdude arv on 10.
Video: isetegemise takistuskeevitus
Mis puutub TR2-sse, siis selle jaoks sobivad kõik väikese võimsusega trafod (5 kuni 10 W). Sel juhul peaks taustvalgustuse lambi "H" ühendamiseks kasutatava mähise II väljundpinge olema vahemikus 5-6 V ja mähis III - 15 V.
Valmistatud seadme võimsus on suhteliselt madal, ulatudes 300 kuni 500 A, maksimaalne impulsi aeg kuni 0,1 sekundit (eeldusel, et nimiväärtused “R” ja “C” on samad, mis näidatud diagrammil). Sellest piisab terastraadi Ø0,3 mm või lehtmetalli keevitamiseks, kui selle paksus ei ületa 0,2 mm.
Toome välja võimsama seadme skeemi, milles impulsi keevituselektrivool jääb vahemikku 1,5 kA kuni 2 kA.

Loetleme ahelas kasutatavad komponendid:
- takistuse reitingud: R1-1,0 kOhm, R2-4,7 kOhm, R3-1,1 kOhm;
- vooluahela mahtuvused: C1-1,0 µF, C2-0,25 µF. Lisaks peab C1 olema konstrueeritud vähemalt 630 V pinge jaoks;
- VD1-VD4 dioodid - D226B dioodid, lubatud on asendamine välismaise analoogiga 1N4007, dioodide asemel saate paigaldada dioodsilla, näiteks KTs405A;
- türistor VD6 - KU202N, tuleb see asetada radiaatorile, mille pindala on vähemalt 8 cm2;
- VD6 – D237B;
- F - 10 A kaitse;
- K1 on suvaline magnetkäiviti, millel on kolm paari töökontakte ja mähis on mõeldud ~220 V jaoks, näiteks saab paigaldada PME071 MVUHLZ AC3.
Nüüd räägime teile, kuidas teha trafot TR1. Alusena kasutatakse LATR-9 autotransformaatorit, nagu fotol näidatud.
Selle autotrafo mähis on 266 pöördega, see on valmistatud vasktraadist Ø1,0 mm, kasutame seda primaarsena. Me võtame konstruktsiooni ettevaatlikult lahti, et mitte mähist kahjustada. Demonteerime võlli ja selle külge kinnitatud liikuva rullikontakti.
Järgmiseks peame kontaktraja isoleerima, selleks puhastame selle tolmust, rasvastame ja lakime. Kui see kuivab edasi, isoleerime kogu mähise lakitud lapiga.
Sekundaarmähisena kasutame vasktraati, mille ristlõikepindala on vähemalt 80 mm 2. On oluline, et selle traadi isolatsioon oleks kuumakindel. Kui kõik tingimused on täidetud, teeme kolme pöörde mähise.
Kokkupandud seadme seadistamine taandub impulsi aega reguleeriva muutuva takisti skaala kalibreerimisele.
Enne keevitamise alustamist soovitame katseliselt määrata impulsi optimaalne aeg. Kui kestus on liiga pikk, põlevad osad ja kui see on vajalikust väiksem, on ühenduse tugevus ebausaldusväärne.
Nagu eespool juba kirjutatud, on seade võimeline andma keevitusvoolu kuni 2000 A, mis võimaldab keevitada terastraati Ø3 mm või lehtterast, mille paksus ei ületa 1,1 mm.



