Omatehtud lehtede painutaja on kokku pandud lihtsatest osadest, mida iga lukksepp saab nikerdada. Koos vajalike osadega kulub oma käsitsi painutusmasina valmistamiseks vaid pool päeva. Enamik painutusseadme elemente on valmistatud metallijäätmetest. Metallist painutusseadmed ei ole tehase omadest halvemad, kuid ei maksa peaaegu midagi. Esitatud jooniste põhjal on võimalik teha võimsam analoog, mis teostab kvalitatiivselt kuni 3 mm paksuse terase painutamist.
Disaini kirjeldus
See metallist painutusseadme mudel tuleb tinaga hõlpsalt toime, painded saadakse üsna täpselt. Värvitud metalli saab ka painutada.
Masina põhi on keevitatud kanalist nr 6 või nr 8. Sõltuvalt tulevase seadme pikkusest valitakse kanali pikkus. Väikeste tööde jaoks piisab 50 cm.Traua painutamiseks üle 90 kraadise nurga all tehakse nurgast klamber. Selliseid paindenurki kasutatakse voltide valmistamisel.
Klamber on keevitatud: konstruktsiooni aluseks on nurk 50 x 50, tugevdatud 35 x 35. Nurgariiulite paksus peab olema vähemalt 5 mm, vastasel juhul jääb klamber liiga nõrgaks. Sellise võimsusega klamber tuleb toime isegi kuni 150 cm pikkuse käsitsi painutusseadmega. Leht on painutatud kuni 135 kraadi, sellest piisab voltide moodustamiseks. Klambri pikkus peaks olema 7 cm väiksem kui alus. 3 x 3 nurgast kinnitid-klambrid keevitatakse otstesse.Kui kronstein on tehtud nurgast suurem suurus, vähendatakse klambri pikkust veel 2 - 3 cm Selliste mõõtmetega on vedru vabalt alla asetatud.
Klambri servad asetsevad selgelt raamiga paralleelselt, ilma jäsemeteta. Seetõttu puhastatakse need lõikuri või viiliga, servi on mugav puhastada nurklihvijaga. Puhastusratas eemaldab väljaulatuvad purud ja defektid.
Mõlema kronsteini keskelt on saetud läbi 0,8 cm läbimõõduga ava, nurgast nr 5 tehakse pressimisstants, mille pikkus on 5–8 millimeetrit väiksem kui klambri pikkus. Perforaatori käepide on valmistatud 14 mm metallvardast, mis on painutatud kronsteini kujul ja kinnitatud stantsi külge. Põsed lõigatakse metallist välja 0,5 cm, saetud läbi ühe 1 cm läbimõõduga augu.
Saate sõlme veelgi tugevdada, lõigates servade ümber 6 x 7 mm riiuli ja 14 mm augu. Võtke käepideme varras veidi õhemaks - 12 mm.
Stantsi servadest lõigatakse otstesse faasid 30 x 5, mille külge kinnitatakse 10 mm metallvardast teljed. Varda telg peab ühtima suunaga nurga servaga. Otste lähedal on alumisele servale tehtud 32 x 6 faasi.
Eelinstallimine
Enne konstruktsiooni lõplikku keevitamist peate seadma kõik detailid õiges suunas ja kontrollima konstruktsiooni toimivust. Seetõttu valmistatakse esmalt kerged ajutised kinnitusdetailid. Raam koos stantsiga on fikseeritud kruustangis. Liikuv osa ja raam peavad moodustama ühise horisontaali. Põsed on paigaldatud teljele ja punktsuunas voodile. Keevitamise asemel on mugav kasutada klambreid. Niipea, kui ajutised kinnitusdetailid on valmis, eemaldatakse klambrid ja kontrollitakse liikuvust. Kui löögi amplituud on piisav, pingutatakse klambrid ja lõpuks keedetakse.
Soovitav on konstruktsioon kruustangu küljest eemaldada pärast keevitamise täielikku jahtumist, vastasel juhul võib see põhjustada.
Seadme testimine ja lõplik peenhäälestus
Kontrollige painutuspingi tööd õhukese painduva metalli peal. Seadmesse paigaldatakse painutamiseks mõeldud materjal, klamber pingutatakse klambritega. On vaja kontrollida põskede õiget asetust voodi suhtes. Selleks tehke mitu painutust ja vajadusel korrigeerige. Kui põsed on õigesti paigaldatud, keevitatakse need lõpuks voodi külge.
Kasutades kinnitusklambrites olevaid auke, tehakse alusele M10 keermega augud läbimõõduga 8 mm. Klambris juba ettevalmistatud augud suurendatakse läbimõõduga 1 cm Aluse aukudesse (keermestatud) keeratakse alt üles poldid, keevitatakse korgid.
Klamber kinnitatakse raami külge kohustuslike seibidega mutritega. Mutreid on mugavam juhtida käsirataste kujul (torustik). Klambri vajutamiseks lahti keeramise ajal paigaldatakse poltidele vedrud või kummist amortisaatorid. Klapi vedrud töötavad hästi.
Lihtsate toimingute tulemusena saadakse odav, hõlpsasti kasutatav ja töökindel masin. Sellel on ka mõned väikesed miinused:
- põskede kinnitus ja punt pole hästi läbi mõeldud. Selles sõlmes suhtleb metall töö ajal metalliga ja järk-järgult narmendab. Mõne aja pärast hakkab mehhanism mängima. Metallleht ei ole piisavalt selgelt painutatud.
Manuaalse painutusmehhanismi puuduse parandamise meetod: laagrite kasutamine selles sõlmes.
Kui plaanite painutada suures koguses lehtmetalli, tuleb ülemise klambri jooniseid veidi muuta, esitatud töö puhul tehakse tööd üsna aeglaselt.
Algses versioonis teeb lehtpainutaja hõlpsasti 2 mm paksused metallkarbid, moodustab volte ja tuleb toime värvitud lehtedega.
Vanametallist saate painutusmasina teha oma kätega, ilma jooniseid kasutamata. Leidub kuni 2,5 m pikkuseid isendeid, mis teevad päevas kuni 350 m musta metalli painutamist. Professionaalsed plekksepad eelistavad sageli isetehtud tehases disainitud painutajat.
Keerulisemaid käsitsi rullpainutajaid saab teha ka iseseisvalt vastavalt joonisele. Siinkohal on oluline, et seadme kaal ei oleks liiga suur, sest seda juhitakse ühe käega. Rullkonstruktsioonidel on üks puudus - valtsimise ajal võivad väikesed lehtmetalli lõigud deformeeruda. Pinna venitamisel tekib painutus. Seetõttu eelistab enamik plekkseppasid nendega mitte töötada.
Veel mõned käsitsi painutusmasinate mudelid koos videos olevate sõlmede üksikasjaliku kirjeldusega:
Lehtpainutaja peaks olema iga meistri arsenalis, see on eriti vajalik neile, kes tegelevad külmsepistusega. Lõppude lõpuks on selle töö tegemisel sageli vaja metallist tooriku osi painutada. Sellisel seadmel on kõrge töökindlus, lisaks on seda lihtne kasutada. Professionaalsed seadmed on aga kallid, nii et paljud eelistavad painutusmasinat oma kätega valmistada.
Lehtpainutaja otstarve ja omadused
Kahjuks on kvaliteetseid metallelemente võimatu luua ilma spetsiaalseid tööriistu kasutamata. Tootlikkuse tõstmiseks ja käsitsitöö hõlbustamiseks toodetakse pidevalt uusi seadmeid. Nende hulka kuulub lehtede painutaja, mis on rullimismasin. Seda kasutatakse metallide, nagu teras, messing ja alumiinium, painutamiseks. Sellel masinal painutatakse lehed teatud nurga all, rikkumata nende tasasust.
Ärge ostke kallist seadet, kui kavatsete avada väiketootmise või kallal töötada äärelinna piirkond. Sellistel eesmärkidel on parem luua omatehtud lehtede painutaja.
Isetegemismasinal on võimalik töödelda kuni 2 mm paksust lehtmetalli. Enamasti sellised käsitsi seadmed koosneb järgmistest osadest:
- klamber;
- alused;
- pressimisstants kangiga.
Tehase painutuspinkidel on lisafunktsioonid. Kõige populaarsem funktsioon on metalllehtede lõikamine. Selliste seadmete rullnuga on valmistatud kõrglegeeritud terase sulamist, töödeldud spetsiaalse lakiga. Lõikuril on pikk kasutusiga, kuid nuga peab seda tegema perioodiliselt õõnestada.
Lehtpainutajate sordid
 Enne kui hakkate metalltoodete painutamiseks käsitsi valmistama, peate kõigepealt otsustama, milleks see täpselt on. Selle seadme otstarbest sõltub see, millist tüüpi seadmeid kasutada. Lihtsaim on isetegemise seade, milles spetsiaalne traavers painutab metalllehte. Selle seadme abil on võimalik terastooteid hõlpsalt painutada, kasutades muidugi ainult käejõudu, kui need on laius mitte üle 50 cm.
Enne kui hakkate metalltoodete painutamiseks käsitsi valmistama, peate kõigepealt otsustama, milleks see täpselt on. Selle seadme otstarbest sõltub see, millist tüüpi seadmeid kasutada. Lihtsaim on isetegemise seade, milles spetsiaalne traavers painutab metalllehte. Selle seadme abil on võimalik terastooteid hõlpsalt painutada, kasutades muidugi ainult käejõudu, kui need on laius mitte üle 50 cm.
Lehe põhi kinnitatakse kruustangiga või klambritega, painutamine toimub traaversi poolt avaldatava surve abil. Mõnikord kasutatakse 90-kraadise paindenurga saavutamiseks pesastatud vahetükki. See on tavaline metallriba, mis kompenseerib lehe elastsust.
Vajutuspidur on keerulisem seade. Selles olev toorik asetatakse maatriksile ja selle peale langetatakse stants, mis annab vajaliku profiili. Siiski selleks koduseks kasutamiseks selline seade ei sobi, sest see on ebaturvaline ja raskesti kasutatav.
Sobivaimaks peetakse plekipainutajat, milles teostatakse lehtmetalli painutamist mitu võlli. Seda masinat nimetatakse läbipääsumasinaks. Selle peamine eelis on reguleeritavad rullid, mis võimaldavad teil saada erinevaid painderaadiusi. Selline painutusseade on jagatud kahte tüüpi: elektrilise või manuaalse ajamiga.
Rullid võivad olla ka erinevad. Näiteks kasutatakse sileda tööpinnaga tööriistu tohutu läbimõõduga torulõikude tegemiseks või metalli painutamisega seotud plekitööde tegemiseks.
Profileeritud rullid on ette nähtud katusetoodete painutamiseks: ääristused, äravool, harja, oru ja teised. Kuid venituspainutusmasin on sageli varustatud klambri, lisatoe ja traversiga, et seda kasutada metalli käsitsi painutamiseks. Need masinad on ka varustatud erineva profiiliga võllidega. Ja saate neid ise osta ja seadet täiustada.
Joonised painutuspinkide loomiseks
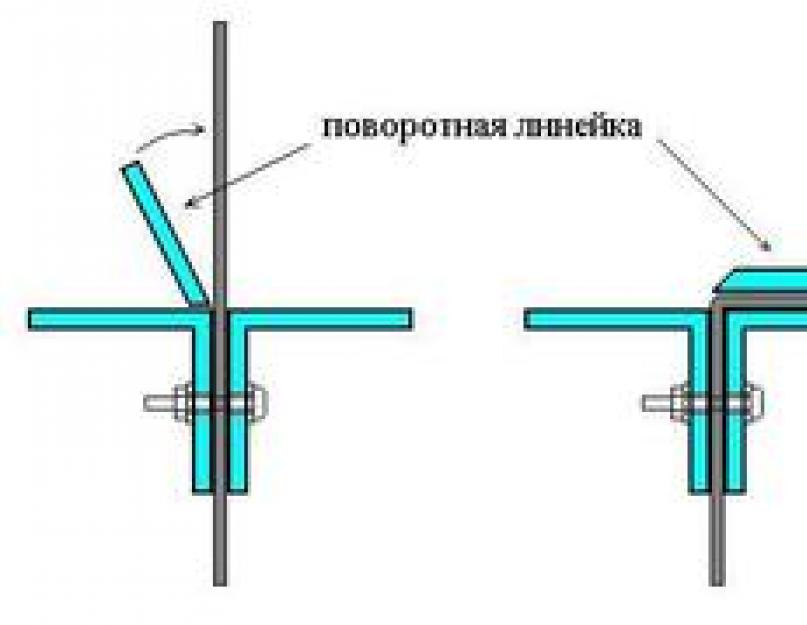
Pöördraami painutamise tööriist

Sellist isetegemise seadet kasutavad kodumeistrid kõige sagedamini lehttoodete painutamiseks. Lisaks erineb see teistest lehepainutajatest oma suure mitmekülgsuse poolest. Selles olev töölaud on valmistatud metallist või puidust. Sellise painutusmasina mõõtmed on mitte vähem kui 2x1 m. Kui teil on vaja painutada suuri toorikuid, võite seadme tagaküljele paigaldada tasapinna, mis asetatakse laua tasemele, või kokkupandava raami. Seda tehakse metalli kinnitamiseks, et see asendi muutmisel välja ei libiseks.
Alus tuleks kruvida töölaua ette. Selleks vajate kanalit, mille ülemise serva laius ei ületa 7 cm. Selle otstesse on paigaldatud vedrudega juhtnaastud. Seejärel kinnitatakse neile klamber, mille esiserv peaks olema 45-kraadise nurga all kaldu.
Pöördeosa loomiseks kasutatakse nurka, suurus 5x5 cm, paigaldatud käepidemega. Kinnitage see hingedele nii, et kokkupandud materjali ülemine serv oleks alusega samal tasapinnal.
Sellise painutusmasina konstruktsiooni lihtsus ja selle kokkupanekuks vajalike materjalide olemasolu võimaldab teil palju kokku hoida. Paljudel juhtudel ei pea töölaua ja raami jaoks metalli isegi ostma, sest igas töökojas on lõigatud torud, nurgad ja kanalivardad. Nendest jääkidest saab suurepärase omatehtud masina metalllehtede painutamiseks.
Joonistusseade Tauruselt
Sellise lehe painutaja valmistamiseks vajate järgmisi materjale:
- Sile pind, metall on parem;
- Nurgad vähemalt 3 tk riiuli laiusega ca 45 mm ja paksusega ca 3 mm.
 Kui kavatsete painutada liiga pikki lehti, siis valige paksem metall ja laiemad riiulid. Sobivad ka Taurid, kuid neid kasutatakse peamiselt väga paksude ja pikkade toorikute painutamiseks. Lisaks peate kulutama raha vedrule, kahele vähemalt 10-20 mm läbimõõduga kruvile ja mitmele metallist uksehingele. Lisaks on tööks vaja puurit metalli- või puuriga keevitusmasin.
Kui kavatsete painutada liiga pikki lehti, siis valige paksem metall ja laiemad riiulid. Sobivad ka Taurid, kuid neid kasutatakse peamiselt väga paksude ja pikkade toorikute painutamiseks. Lisaks peate kulutama raha vedrule, kahele vähemalt 10-20 mm läbimõõduga kruvile ja mitmele metallist uksehingele. Lisaks on tööks vaja puurit metalli- või puuriga keevitusmasin.
Omatehtud painutusmasin on valmistatud kaubamärgist. Teil on vaja kolme sellist toodet, igaüks 2,5 meetrit, väikest metallplaati 5 mm paksune noolte jaoks, kaks 20 mm polti ja vedru. Kõigepealt peate voltima kaks marki ja seejärel tegema mõlemas otsas aasade jaoks augud. Sel juhul on süvendite servad kaldu 45 kraadise nurga all. Ülejäänud toode lõigatakse samamoodi, ainult süvend tehakse sügavamaks, et kasutada seda kinnitusvardana.
Seejärel saate jätkata silmuste keevitamist. Seda tuleb teha välise ja sees. Seejärel kinnitatakse nooled ühele margile. Pärast seda paigaldatakse kinnitusvarras ja selle külge keevitatakse ülevalt metallplaadid, mille keskel on süvend. Sellise augu läbimõõt peaks olema poldist veidi laiem. Auk tuleb joondada nii, et see asuks paigaldatud mutriga samal tasapinnal, ja keevitada.
Järgmine samm - kevadine lõikamine, peaks see tõstma kinnitusvarrast kuni 7 mm. Polt tuleb sisestada selle toote auku, paigaldada vedru ja keerata mutter. Kui sama elastne osa on paigaldatud teisele poole, tõuseb latt lahti keerates iseenesest.
Keeramisseadme valmistamiseks on vaja kruvipea külge kinnitada tugevdustükid. Pärast seda jääb üle vaid käepide keevitada liikuva kaubamärgi külge ja saate tööle asuda. Selline masin on üsna võimas, sellega on võimalik painutada isegi pakse ja pikki lehti.
Tee-ise-rullpainutusmasin
Korstnate, ventilatsioonikanalite ja drenaažisüsteemide loomisel ja paigaldamisel ei saa ilma metallpleki kõverjoonelise painutamata. Nad saavad sellise tööga suurepäraselt hakkama. rulllehtede painutajad.
Kolme rulliga oma kätega seadmeid on üsna lihtne ehitada. Lisaks saab seda varustada elektrimootori või manuaalajamiga. Rull-painutusmasina peamised osad on järgmised:

Üks vertikaalne post masinas peab pöörlema ümber telje 90-120 kraadi. Seda tuleb teha selleks, et hiljem asendada rullid erineva suurusega silindritega. Rull-tüüpi seadme valmistamisel tuleb mõista, et selle võimalusi piirab inimjõud. Sellistel omatehtud seadmetel on lubatud painutada kuni 60 cm laiust ja mitte üle 1,5 mm paksust lehtmetalli. Kanali läbimõõtu saab reguleerida rullide liigutamisega.
Omatehtud lehtpainutaja kallal töötamise reeglid
 See masin on üsna traumaatiline, seetõttu tuleb raudpleki painutamisel järgida ettevaatusabinõusid. Enne ostetud seadmetega töötamist peate esmalt tutvuma juhistega ja uurima, millise materjali töötlemiseks seade on ette nähtud.
See masin on üsna traumaatiline, seetõttu tuleb raudpleki painutamisel järgida ettevaatusabinõusid. Enne ostetud seadmetega töötamist peate esmalt tutvuma juhistega ja uurima, millise materjali töötlemiseks seade on ette nähtud.
Enne DIY painutusmasina kasutamist peaksite kontrollima töövahendite seisukord. Kombinesoonil ei tohiks olla rippuvaid osi ning lukud, särgi mansetid ja nööbid peavad olema kinnitatud.
Seejärel peate liikuma töötavate sõlmede seisukorra ja nende kinnituste kontrollimisele. Kui leitakse vigu, tuleb need parandada. Painutaja ümber on vaja jätta vähemalt 1 meeter vaba ruumi. Masina juurdepääsu ei tohi miski takistada. Samuti on oluline kontrollida töökoha valgustuse piisavust.
Toorikud asetatakse eelnevalt lehepainutaja lähedusse. Sellel seadmel on keelatud painutada raudlehti, mille paksus on mitu korda suurem kui lubatud väärtused. Ärge jätke sisselülitatud seadet järelevalveta.
Praktilise ja mugava käsitsi painutusmasina loomine ei võta palju aega ja vaeva. Kuid sellest saab kodumeistri jaoks asendamatu tööriist.
Täisfunktsionaalset isevalmistavat painutusmasinat kuni 1,2 mm paksusele plekile saab valmistada koduses töökojas või töökojas.
Painutamisega saadud plekk- ja metallplekist mitmesugused tooted on populaarsed ja nõutud nii professionaalses ehituses ja masinaehituses kui ka väiksemateks majapidamistöödeks ja majapidamisvajadusteks. Mustast, tsingitud või värvilisest metallist kuni 1,2 mm paksusele plekile täisfunktsionaalse isetegemise painutuspingi saab valmistada kodutöökojas või väikeses metallitöökojas.
Lehtmetalli painutusmasin on disainilt lihtne ja kõrge tootlikkusega. Käsitööstustehased on üsna kallid. Tööstuslikel hüdraulilistel või pneumaatilistel pressidel, samuti pöördtalaga masinatel me pikemalt ei peatu – neid pole vaja väiketootmiseks. Kuid mis tahes tööstusliku mudeli käsitsi analoogi on üsna lihtne teha.
Oma kätega plekipainutuspingi ehitamine võtab tööaega üks kuni kaks päeva ning materjali valimine ja otsimine veel ühe päeva. Kodumasinate joonised leiate Internetist, kuid mis on veelgi mugavam ja praktilisem, on parem kasutada seda mudelina mõne tööstusliku mudeli ehitamisel. Olles aru saanud, kuidas need töötavad, saate teha oma tööjooniseid ja arendada tehnoloogiline skeem kuidas teha oma kätega painutuspinki, lähtudes oma võimalustest.
Lihtsa lehtpainutaja oma kätega valmistamiseks ei ole vaja erilisi inseneri- ega projekteerimisalaseid teadmisi ja oskusi – piisab keskmistest lukksepaoskustest ja elektrikeevitamise kogemusest. Rullpainutaja ehitamisel tuleb siiski teha treipingil mitu toimingut, kuid selle probleemi saab lahendada igas töökojas või metallitöökojas.
Tööstusliku tootmise lehtede painutajad:
Lehtpainutajate tüübid
Metallplekiga mitmesuguste tööde jaoks kasutatakse erinevat tüüpi lehtpainutajaid:- pöördtalaga;
- rull;
- rull;
- mehaanilised ja hüdraulilised pressid.
Need erinevad oma tehniliste võimaluste ja ulatuse poolest. Kõiki sorte saab valmistada nii mobiilsete või käsitsi kui ka statsionaarsete versioonidena.
- Pöördtalaga torupainutajad on kõige levinumad ja mugavamad isetootmiseks. Nad võivad töötada suurte lehtedega, painutades mõlemad servad mõne sentimeetri kõrgused ja seina 30–70 cm nurga all kuni 120 0 . Samuti on lihtne painutada, et luua õmblusühendus.
- Manuaalset rullpainutajat kasutatakse servade ja madalate seinte painutamiseks kereremondis, katusetöödel, aknalaudade paigaldamisel ja suurte plekilehtede liitmisel. Olles valinud rulli profiili, on võimalik teostada üsna keerukas profileeritud painutus, moodustades näiteks auto kaitseraua tiiva või fragmendi või dekoratiivse elemendi piirdeaia või rõdupiirde viimistlemiseks.
- Rulltoru painutajat kasutatakse poolringikujuliste vihmaveerennide või täislõikega torude painutamiseks. Seda saab reguleerida piki raadiust rullide liigutamisega: tugirullid - horisontaalselt ja surverullid - vertikaalselt. Sellist kodus valmistatud rullpainutajat on lihtne varustada elektriajamiga koos keti või käigukastiga.
- Pressid on vajalikud nii õhukese, kuni 1 mm, kui ka paksu, kuni 2-3 mm metalli painutamiseks. Nad on võimelised mitte ainult painutama metalli kuni 90 0 nurga all, vaid ka seda perforeerima või surve all liimima. Toimingute tüübi muutmiseks peate muutma ainult stantsi ja maatriksit.
Nende tööpõhimõte on näidatud joonisel:

Igat tüüpi masinad pole keerulised, oluline on vaid otsustada eelseisvate ülesannete üle ja valida tehase mudel, mis aitab lahendada maksimaalseid metallitöötlemisülesandeid. Näiteks kastide või katusekatete valmistamisel ei aita rullmasin kuigi palju ja drenaažisüsteemide paigaldamisel muutub see hädavajalikuks, samas kui pöördmasin saab aidata vaid osaliselt.
Isetehtud masin pöörleva raamiga
Selline lehtmetalli painutamise masin on väga mitmekülgne ja seda kasutatakse kõige sagedamini. Selle disain on diagrammil selgelt nähtav:Töölaua põhi on valmistatud puidust või metallist. Selle mõõtmed peaksid olema vähemalt 2x1 m Kui on vaja töötada suurte metallilehtedega, võib tagaküljele varustada volditava raami või tasapinna, mis paigaldatakse lauaga tasapinnale. See on vajalik lehe kinnitamiseks ja selle klambri alt välja libisemise vältimiseks asendi muutmise hetkel.
Laua esiküljele kruvitakse alus - kanal ülemise serva laiusega kuni 7 cm.Mõlemasse otsa tehakse augud vedrudega juhttihvtide paigaldamiseks. Klamber 5 kinnitatakse naastude külge kaldnurgaga 45–50 esiserva suhtes. Võite kasutada 5x5 cm või suuremat nurka, mis on paigaldatud servaga ülespoole.
Pöörlev osa - keevitatud käepidemega nurk 7 (5X5) cm on paigaldatud hingedele 6 nii, et kallutatud olekus on nurga ülemine serv alusega samal tasapinnal. Videos näidatakse, kuidas teha täiustatud tüüpi painutusmasinaid, mida iseloomustab suurenenud tootlikkus ja disaini mitmekülgsus.
Selle disaini lihtsus ja tootmiseks vajalike materjalide kättesaadavus võimaldavad minimeerida ehituskulusid. Enamasti ei pea raami ja töötava osa jaoks isegi metalli ostma – igas töökojas on piisavalt kanali, nurga ja toru lõikeid, et saaks neist isetehtud metalli painutusmasina teha. .
Rullplaatide painutajad
Rull-pleki painutaja käsitsi versiooni kasutatakse servade moodustamise või detailide profileerimise tööde tegemiseks, statsionaarset versiooni kasutatakse suure lehe painutamiseks kuni 90 0 nurga all. Kuidas teha käsitsi rullpainutajat, mis on kasulik garaažis, töökojas või ehitusplatsil töötamiseks, räägib video üksikasjalikult.Manuaalse rullpainutaja seadet saab üksikasjalikult näha fotol:
Rullidena saate kasutada mis tahes sileda välislõikega veerelaagreid, näiteks 203 või 205. Võllid tuleb töödelda terasest ümarpuidust ja kruvitüüpi kinnitusmehhanism peaks olema valmistatud tavapärasest. polt läbimõõduga 10 - 12 mm. Tihedalt kokkusurutud rullide tõmbamisel piki lehte painutatakse samaaegse vertikaalse jõuga soovitud kõrgusega külg etteantud nurga all õiges suunas. Külje kõrgust saate reguleerida, liigutades telgedega rullikuid tõkke suhtes.
Näidise põhjal saab valmistada isevalmistatud lehtpainutaja teatud treimise oskustega või tellida võllid ja kinnitusmehhanismid professionaalsetelt treialelt. Igal juhul maksab selline tööriist vähem kui poest ostetud. Seda on üsna lihtne kontrollida, vaadates rullpainutusseadmete hinda mis tahes saidil.
Rullpainutajad
Ventilatsioonikanalite, korstnate, drenaažisüsteemide valmistamine ja paigaldamine on võimatu ilma teraslehe kõverjoonelise painutamata. Rulllehtede painutajad saavad selle ülesandega suurepäraselt hakkama. Kolme rulliga omatehtud painutusmasinat on üsna lihtne ehitada. Kuidas selline süsteem töötab, on näidatud elektriajamiga tööstusmasina näitel.
Kuid sama tegemine käsitsi ajamiga või elektrimootoriga varustatud pole keeruline.
Peamised komponendid:
- Vertikaalsed nagid kanalist, millel on laagritel olevad telgede augud;
- Kolm pikisuunalist võlli. Kasutada võib erineva läbimõõduga keevitatud otstega torusid. Deformatsiooni vältimiseks on soovitatav võtta paksuseinalised torud;
- Käigu- või kettülekanne. See peab tagama rullide pöörlemise ühes suunas sama kiirusega;
- Kinnitusseade ülemise rulli juhtimiseks;
- Klambrid varurullide horisontaalseks liigutamiseks.
Üks püstikutest peaks pöörlema 90–120 0 ümber vertikaalne telg. Seda tehakse selleks, et rullid saaks asendada erineva läbimõõduga silindritega.
Rull-lehe painutaja skemaatiline diagramm on näidatud allpool:

Kokkupandud masin näeb välja selline:
Koduse rull-tüüpi painutusmasina ehitamisel tuleks arvestada, et selle maksimaalseid võimeid piirab inimese lihasjõud. Keskmiselt suudab masin painutada kuni 1,5 mm paksust ja kuni 600 mm laiust rauast lehte. Kui lehe paksus on kuni 0,8 mm, siis õigesti valitud mehaanilise jõuülekandega saab tooriku laiust suurendada 800 mm-ni. Toru (renni) läbimõõtu juhitakse rullide liikumise ja nende läbimõõduga.
Lehtmetalli painutuspressid
Paksu lehe jaoks isetehtava lehepainutaja saab valmistada autotungrauda või suure läbimõõduga kruvi abil. Aluse (maatriksi) ja perforaatori (survetala) jaoks vajate kahte nurgatükki 5x5 või 7x7 cm pikkusega kuni 1 m, kanalit aluse ja külgmiste vertikaaljuhikute jaoks, mitut reguleerimiskruvi ja tagasivooluvedrusid.Kuidas hüdrauliline painutusmasin töötab, saab täpsemalt näha väikesest videost ja veenduda, et amatööri tehnilisel loovusel pole piire.
Kõik kirjeldatud lehtede painutajate konstruktsioonid ei ole toodud näidisena, vaid stiimulina oma lehtede painutusseadmete võimaluste iseseisvaks väljatöötamiseks.
Võib-olla saate luua oma originaalse kujunduse või täiustada olemasolevaid. Kirjutage meile saidil - meil on alati hea meel oma lugejate saavutusi populariseerida.
Kõige sagedamini vajab inimene metallist toorikutega töötamiseks metalli painutusmasinat. See on üsna lihtne seade, kuid selle kasulikkust ei saa üle hinnata. Lisaks on täiesti võimalik seda ise valmistada. See säästab märkimisväärselt materiaalseid ressursse, kuid nõuab ka teatud teadmisi, oskusi ja loomulikult aega.
Kirjeldus
Masinat kasutatakse, nagu nimigi ütleb, painutatud metallosade tootmiseks. Tasub lisada, et lisaks sellele funktsioonile võib sellel olla ka üks lisa - materjali lõikamine. Selliseid masinaid kasutatakse kõige sagedamini metallist ribade tootmiseks. Lisaks nendele kahele funktsioonile võimaldab sellise masina olemasolu toota erinevat tüüpi profiilmetalli. Metalli painutuspingi kasutamise eeliseks on see, et see võimaldab muuta materjali kuju mistahes vajaliku nurga all, kuid samas ei kahjusta see pinnakatet ega kauba kaitsekihti.
Töötage seadmega
Sellise masinaga saate töötada mitte ainult terastoodetega, vaid ka vase, messingi, alumiiniumi ja rauaga. Kui mis tahes materjalist toorikut iseloomustab asjaolu, et selle paksus on alla 0,8 mm, siis peab selle laius tingimata olema vähemalt 40 cm, kuid mitte üle 2,5 m. Selliste mõõtmete korral on riiuli kõrgus ( painutamiseks) ei tohi olla suurem kui 2 cm Kui soovite lõigata sama paksusega toorikuid, siis on oluline, et nende laius oleks 80 mm kuni 40 cm ja mitte rohkem.
Teine oluline tingimus, mida tuleb metalli painutusmasinaga töötamiseks järgida, on defektide puudumine painutatava lehe pinnal. Selle tingimuse järgimine on oluline, et need osad ja toodete näidised, mida toodetakse kvaliteedi alusel, ei oleks halvemad kui need toorikud, mida toodetakse tööstuslikus mastaabis tehastes. Materjali enda polümeer- või värvikatte kaitsmiseks on soovitatav paigaldada masinale silikoon- või kummipadjad.

Lehtmetalli painutamise masina disain, käsitsi valmistatud
Metalltoodete painutamiseks mõeldud omatehtud masin on üsna lihtsa, kuid väga funktsionaalse disainiga, mis koosneb mitmest põhielemendist.
Nuga. Kuna masinal on täiendav lõikefunktsioon, siis on see osa ka peamine. See tuleb paigaldada liikuvatele rullidele ja on ette nähtud toorikute lõikamiseks. Siinkohal on oluline märkida, et see element peab olema valmistatud väga tugevast terasest, Rockwelli skaalal peaks tugevusaste olema umbes 100. Sellise toote kasutusiga on üsna pikk, kuid seda on raske teritada. Kuid selle puuduse kompenseerib täielikult asjaolu, et nuga võimaldab teil lõigata suur summa jooksvaid meetrit materjali enne, kui see tuhmub. Rullide liigutamise hõlbustamiseks tuleb neile paigaldada kaalumisvahend.

Masina komponendid
Isetehtud metalli painutusmasinal peab olema ka mitu järgmistest koostisosadest:
- Vajalik detail on töötala (laud). Selle elemendi eesmärk on üsna selge, see mängib tööpinna rolli, millel toorik asub. Tala laius võib olla peaaegu igasugune. Väärib märkimist, et kui mõõtmed on üsna suured, saab oma kätega metalli painutamise masina muuta täisväärtuslikuks töölauaks. Meistrid soovitavad tala pinda teha või katta kummi või silikooniga, et mitte kriimustada toorikute pinda.
- Järgmiseks tuleb lehtede painutaja ise. Disain on üsna lihtne ja peaks olema valmistatud puitmaterjalist raami kujul ja sisaldama ka kaalu.
- On vaja hankida erinevad toed ja tõkked, mis takistavad materjali libisemist.
- Teine oluline element on lehtede voltimispeatused. Need üksikasjad reguleerivad lehe voltimislaiust ja määravad voltimisnurga.
- Toorikute lõikamiseks on soovitatav lisada peatusi, mis näitavad lõike laiust.

Omatehtud metalli painutusmasina valmistamise algus
Soovitatav on alustada tööd seadme skeemi koostamisega. Samuti on enne kokkupanekuga jätkamist vaja osta ja valmistada kõik vajalikud elemendid ja osad. Esimese asjana tuleb osta kaks sama pikkusega kanalit nr 5 ja nr 6. Samuti peavad need kaks elementi olema sirge servaga. Neid elemente kasutatakse aluse ettevalmistamiseks. Tükki nr 5 kasutatakse kinnitamiseks ja nr 6 aluse paigutamiseks. Kanalite pikkuse valimiseks on vaja lähtuda toorikute pikkusest, millega kavatsete töötada, see parameeter peab ühtima. Kõige sagedamini soovitavad eksperdid võtta umbes poole meetri pikkust. Sellest piisab peaaegu kõigi igapäevaelus kasulike osade valmistamiseks.

Masina tootmine ja kokkupanek
Lisaks on metalli käsitsi painutamise masina valmistamiseks vaja kanalile, mis on kinnitus, teha augud. Aukude arv peaks olema 2 kuni 4 ja nende läbimõõt peaks olema 9 mm. Kinnitusosa tooriku otsale lähim auk peaks asuma servast 3 cm kaugusel. Teine oluline punkt selles, et kinnitusseade peaks olema alusest umbes 5-10 cm lühem. Kangi käepide on kõige parem teha sellistest materjalidest nagu armatuur või puit. Kui kasutatakse tala, ei tohi selle ristlõige olla väiksem kui 15 mm ja kui võtta tala, siis selle mõõtmed peavad olema vähemalt 50x50. Kangi kuju on soovitatav olla U-kujuline. See element kinnitatakse nurga külge keevitamise või poltidega.
Lõputööd
Kui kõik eelnevad manipulatsioonid on lõpule viidud, võite hakata valmistama sellist elementi nagu põsed. Need on valmistatud valtsitud terasest ja osade paksus peaks olema umbes 5 mm. On oluline, et nendel elementidel oleks faasid, mille paksus peaks olema 0,6 cm. Selle sektsiooni pikkus peaks olema 3–3,3 cm. Oluline on, et stantsi otsad oleksid ka faasitud parameetritega, näiteks 0,5 cm sügavus ja 3 cm pikk. Need tuleb stantsist eemaldada, et saaks telje paigaldada. Sellise elemendi valmistamine teljena toimub metallvarrastest, mille läbimõõt on 1 cm. Telg kinnitatakse keevitamise teel. Paigaldamisel tuleb jälgida, et teljejoon oleks paralleelne nurgaribidega. Kogu see valmis konstruktsioon koos perforaatoriga ühendatakse kruustangiga. Kombineerimisel on oluline jälgida, et nurkade vaba riiul asuks samal horisontaaltasapinnal, kus asub vabakanaliriiul.

Pärast seda võib montaažitööd lugeda lõpetatuks. Masina jõudluse kontrollimiseks on soovitatav võtta pehmest terasest toorik paksusega kuni 1,5 mm. Väärib märkimist, et ostetud metalli painutusmasina hind võib ulatuda kuni 2000 dollarini.
Lehtede painutamise protsess
Koduse masina konstruktsioon võib koosneda ka sellistest osadest nagu voodi, hooratta mutter, painutusplekk, klamber, toru, pressimisstants. Seda tüüpi masinatel töötamiseks on vaja teatud teadmisi ja oskusi. Selle seadme kasutamise eeliseks on see, et erinevalt samast keevitusest võimaldab see hoida metalli puutumatuna.

Metalli painutamise käigus juhtub järgmine: metallist tooriku välimised kihid venitatakse, sisemised, vastupidi, surutakse kokku. On oluline, et metallist tooriku painutamiseks on vaja rakendada sellist jõudu, mis on suurem kui materjali lõplik elastsus. Metalli painutusmasinate abil on see tingimus saavutatav. Valmistoote, see tähendab painutatud lehtede eelised hõlmavad järgmisi tegureid:
- lõpptoote kõrge tugevuse olemasolu;
- võimalus saada ühes tükis konstruktsioon ilma keevisõmblusteta, poltliideteta jne;
- korrosiooni võimalus on välistatud, kuna painutusprotsessis ei kahjustata metalli;
- võimalus saavutada soovitud nurk ilma keevisõmblust tekitamata.
Järeldus
Selliste seadmete olemasolu kodus lihtsustab oluliselt tööd metallist toorikutega. Selle seadme kasutamisel on aga äärmiselt oluline teada ettevaatusabinõusid ja neist kinni pidada. Ka isetehtava plekipainutuspingi hind tuleb oluliselt madalam kui ostetud. Peate kulutama raha ainult nendele materjalidele, mida pole käepärast ja mis tuleb osta.
Kaasaegsed lehtpainutajad on populaarsed konstruktsioonid, millega vajadusel teostada mitteväärisplekist külmpainutamist, et hõlbustada erinevate toodete loomist. Väikese aja, vaeva ja raha investeeringuga on täiesti võimalik oma kätega valmistada kõige lihtsamat, kuid funktsionaalsemat painutusmasinat.
Mis on lehtede painutusmasin
Lehtpainutaja ehk lehepainutuspress on seade metalli külmpainutamiseks. Peamine eesmärk on lehtmaterjalidest toodete valmistamine.
Materjali plastilisuse tõttu on värvilised ja mustad metallid, aga ka mitut tüüpi sulamid kergesti mehaanilise koormuse all. Painutusmasinad võimaldavad painutada metalltooteid, anda neile ümmargune, ruudukujuline või kujuline kuju. Sel juhul venitatakse toote välimine kiht ja sisemine surutakse kokku. Täpsed ja ühtlased nurgad on painutamise eelduseks.

Metalli painutamise peamine omadus on murdude puudumine, valmistoote gofreerimine ja muude puuduste ilmnemine.
Sageli kasutatakse plekipainutajaid katusetöödel, ehituses, igasuguste profiilplekkide valmistamisel. Painutuspinkide abil valmivad stenditooted ja sildid. Seadmeid kasutatakse lennukiehituses, masinaehituses, instrumentide valmistamises, naftakeemia- ja laevaehituses. Seega on kaasaegne masin lihtsalt asendamatu mitmesuguste lehtmetallidel põhinevate toodete painutamiseks.
Tehnilise arengu ajalugu
Veel eelmise sajandi esimesel poolel tootis maailmatööstus peamiselt mehaanilist tüüpi lehtede painutuspinke, mis oli seletatav madalate kulude ja teostamise lihtsusega, samuti selliste seadmete töökindlusega. Sellegipoolest oli mehaanilistel pressidel olulisi puudusi, mis olid peamiselt seotud nende massiivsusega ja ettevõtetele esitatavate põhinõuete kasvuga.
Mehaanilised konstruktsioonid tarbisid märkimisväärsel hulgal elektrienergiat, olid mürarikkad ja vibreerisid tugevalt.

Esimesi seadmeid iseloomustab sagedase reguleerimise keerukus ja ka kõrge riskiga vigastused, samuti valmistoodete halb kvaliteet
Pneumaatilist tüüpi lehtede painutuskonstruktsioonide töö on piiratud, kuna on vaja varustada suruõhuga toitetoru. Ja mehaanilised mudelid on tööstuslikus kasutuses ebapraktilised valmistoote üsna madalate kvaliteediomaduste ja madala tootlikkuse tõttu. Seega areng kaasaegsed tehnoloogiad võimaldas kergesti hüdrauliliste painutusmasinate väljatöötamist. Töö selliste masinatega aitas kaasa kvaliteetsete toodete valmistamisele ning ajakirjandust eristas kõrge töökindlus ja madal elektrienergia tarbimine.

Hüdraulilised masinad on mugavamad ja ohutumad kui mehaanilised pressid.
Uute juhtimissüsteemide ilmumine disainis on täiendanud seadmeid mugava graafilise kasutajaliidesega, millel on automaatsed arvutused kogu toimingute jada ja programmietappide kohta, kaitse kompleksse laserjuhtimisseadmega. Kõige kaasaegsemad seadmed on täielikult kaitstud ülekoormusrõhu eest, neil on mugav elektrooniline kiiruse reguleerimine, juhtandur ja palju muid olulisi täiustusi.
Lehtpainutajate tüübid
Lehtpainutajad võivad olla statsionaarsed ja mobiilsed või mobiilsed, jagatud press-, pöörlemis- ja pöördmudeliteks. Selline seade on varustatud hüdraulilise, pneumaatilise või elektromehaanilise ajamiga ning on saadaval ka mehaanilises ja manuaalses versioonis tooriku automaatse või käsitsi etteandega ja erinevad tüübid CNC.
Lihtne käsiraamat
Need toimivad lihasjõu ja “pöördtala” kasutamise kaudu, mille tõttu antakse metallile kangi abil soovitud kuju. Märkimisväärse osa käeshoitavatest seadmetest moodustavad mobiilsed seadmed, mida käitatakse otse metalltoodete valmistamise kohtades.

Manuaalsete masinate raam on valmistatud kvaliteetsest terasest, mis tagab kogu konstruktsiooni töökindluse.
Lihtsa käsitsi painutusmasina eelisteks on müra puudumine töös, madal hind, kergus ja liikuvus ning sõltumatus vooluvõrgust. Puuduseks on väike laius ja võimalus kasutada üliõhukest lehtmetalli paksusega mitte üle 1,5–2,0 mm.
Pneumaatiline
Töö on tingitud pneumaatiliste silindrite olemasolust konstruktsioonis. Sellised piduripressid on saadaval statsionaarsetes ja mobiilsetes mudelites, kuid kõige sagedamini kasutatavad sõlmed on valmistatud traditsioonilise "pöördetala" kujul.

Masin võimaldab toota erineva geomeetriaga seeriaosi, sealhulgas värvi- ja lakikattega lehtmetalli
Pneumaatilise lehtpainutaja eeliseid esindab nii protsessi hea automatiseeritus kui ka suur mitmekülgsus ja vajadus minimaalse operaatori sekkumise järele kogu tööprotsessi. Lisaks on pneumaatika üsna taskukohane ja kergesti hooldatav. Pneumaatiliste mudelite kõige põhilisemaks puuduseks on vajadus pakkuda piisavalt võimas ja kallis kompressor, mis tekitab töö ajal müra.
hüdrauliline
Mobiilsed ja statsionaarsed hüdraulilised painutusmasinad töötavad hüdraulilise ajami olemasolu tõttu konstruktsioonis. Tänapäeval peetakse seda tüüpi seadmeid üheks parimaks ja kaasaegsemaks.

Kvaliteedi ja täpsuse poolest ideaalsete toodete saamiseks kasutatakse kaasaegseid hüdraulilisi lehepainutajaid.
Hüdraulilist tüüpi mudelite eelised on kiire töö, madal müratase, kõrge töökindlus ja võime painutada isegi pakse metalle. Seda tüüpi seade vajab harva hooldust. Töötamise miinusteks on ebaõnnestunud osade leidmise probleemid, remondivajadus spetsialiseeritud töökodades ja õlilekke oht olulise kulumisega.
Elektromehaaniline
Statsionaarne lehtpainutaja, mis toimib tänu elektrimootori, ajamisüsteemi ja käigukasti tööle. Elektromehaanilised pressid on üsna teenitult väga populaarsed, mis on seletatav nende taskukohase hinna ja suhteliselt lihtsusega.

Elektromehaaniline painutusmasin kuulub raske klassi seadmete hulka
Elektromehaaniliste seadmete eelisteks on suhteliselt madal hind, hea jõudlus, lai funktsionaalsus ja põhivaruosade kättesaadavus. Valides tuleks arvesse võtta selliseid töö puudusi nagu elektrimootori, keti või rihma märkimisväärne müra ja mitte liiga kõrged töökindlusnäitajad, mis on seletatav olemasoluga. suur hulk osad ja põhikomponendid.
Mehaaniline
Statsionaarset tüüpi mehaanilised lehtpainutajad toimivad kineetilise tüüpi energia ülekande tulemusena eelnevalt lahti keeratud hoorattalt vajalikele indikaatoritele.

Paigaldustöödel saab kasutada mehaanilisi lehepainutajaid
Vaatamata madalatele tootmiskuludele, teostamise lihtsusele ja üsna kõrgele töökindlusele on mehaanilised masinad erinevad suur mass, kõrge elektrienergia tarbimise tase, mürarikas töö ja märgatav ebamugavus ise vahetamisel.
Painutusmasina valmistamine oma kätega
Lihtsaim viis on teha oma käsitsi masin, mida on lihtne kasutada, kuid mis on mõnevõrra piiratud funktsionaalsusega.

Raske on leida seadme joonist, mis rahuldaks kõik taotlused, kuid kõige edukama malli saab lõplikult vormistada.
- 1 - klamber;
- 2 - põsk;
- 3 - alus;
- 4 - sulg;
- 5 - keevitatud klamber;
- 6 - telg;
- 7 - löögi nurk.
On vaja minimeerida küljele tellitavate masinaelementide arvu, kasutades revolvrite või freespinkide abi.
Seda tüüpi seadmetega töötamine nõuab operaatori kõrgeid oskusi, mis on seletatav suurenenud risk defektsete toodete tootmine paigaldatud tooriku isegi väikese moonutuse korral. Kõik käsitsi valmistatud mudelid on lihtsustatud, kuid nende peamine puudus on esitatud kehaline aktiivsus operaator.
Ettevalmistus tööks
Lihtsalt valmistatav käsitsi lehtpainutaja võib olla üsna võimas, mõeldud töötama erineva paksusega metalllehtedega. Enne sellise mudeli valmistamise jätkamist peate kõik ette valmistama vajalikke materjale, samuti keevitusmasin, puur koos trellide komplektiga metallile ja veski.
Tootmise põhimaterjalid:
- kolm standardnurka riiuli laiusega 45 mm või rohkem ja metalli paksusega 3 mm või rohkem;
- Taurus 70 mm - kõige paksema ja pikima pleki painutamiseks;
- kaks standardset metallist uksehinge;
- paar kruvi läbimõõduga 10–20 mm;
- "lambid" kruvide jaoks;
- kevad;
- 0,5 cm paksune metall jibimiseks.
Töökoht peaks olema võimalikult sile, vastupidav ja töökindel, tolmu- ja saasteainetevaba. Äärmuslikel juhtudel on lubatud konstruktsiooni valmistamine maa pinnal.
Samm-sammult tootmisprotsess
Koduse painutuspingi skemaatilisi skeeme ja jooniseid on mitmeid, kuid teostuselt on kõige mugavam ja otstarbekam kasutada Taurusel põhinev painutuspink.
Seda painutusmasina isetegemise versiooni on lihtne teostada, kuid see võimaldab teil töötada ainult üsna õhukeste lehtmetallidega.
- Kaks triiki on korralikult ja ühtlaselt volditud, mille järel lõigatakse silmuste jaoks mõlemasse otsa 45 ° kaldenurga all sälgud. Kolmas tee tuleb lõigata samamoodi.

Kolmandal kaubamärgil on süvendi sügavus veidi suurem, mis on vajalik kinnitusvarda vabaks liikumiseks
- Metallist uksehinged on tõrgeteta kindlalt keevitatud, mitte ainult eest, vaid ka valest küljest.

Kõik keevisõmblused tuleb teha enne lõplikku kokkupanekut, et vältida muutusi konstruktsiooni geomeetrilistes omadustes.
- Iga Tauruse jaoks on mõlemalt poolt keevitatud paar noolenuppu.

Sellised elemendid on vajalikud kinnitusplaadi poldihoidiku paigaldamiseks
- Noole külge keevitatakse poltmutter.

Keevitusõmblused kinnitavad masina elemendid üksteise külge usaldusväärselt
- Kolmanda kärbitud kaubamärgi kujul on paigaldatud kinnitusvarras, mille järel keevitatakse ülemisele osale hoolikalt metallplaadid, mille keskosas on auk. Sellise augu läbimõõt peaks olema veidi suurem kui poldi mõõtmed.

Keevitamine toimub pärast tsentreerimist ja asetamist rangelt samale vertikaalile
- Vedru paigaldatakse nii, et see võib tõsta kinnitusvarda ca 0,5–0,7 cm.. Polt lükatakse kinnitusvarda “kõrvasse”, misjärel pannakse vedru peale ja keeratakse mutter kinni.

Sarnane kinnitus toimub ka teisel küljel, mis võimaldab lahti keerates kinnitusvarda iseseisvalt tõsta
- Keeratava korgi külge on keevitatud paar tugevdusdetaili, mida kasutatakse pingutamisel mugavate ja töökindlate käepidemetena. Vedru paigaldamine kruvile on täiesti võimalik, mis hõlbustab oluliselt varda tõstmise protsessi.

Valmisseadme selline disain võimaldab teil teha üsna kvaliteetse ääriku
- Nurgad ei ole paigutatud üksteise suhtes riiulitesse, vaid on ühepoolse suunaga, mis muudab aasa kinnitamise mitte eriti mugavaks, kuid üsna teostatavaks.

Fikseeritud nurga käänakul on keevitatud kruvimutriga mõlemalt poolt keevitatud kinnitusvarda asukoha jaoks keevitatud väikesed stoppplaadid
- Nurga all olev kinnitusvarras asetatakse masinale painutusega ülespoole ja tavalistest metallist džemprid keevitatud tugevdus takistab elemendi paindumist. Riba kahes otsas on keevitatud mitte liiga väikesed poltide jaoks puuritud aukudega metallpadjad.

Kurvipoolne serv tuleb ära lõigata, mis võimaldab teil saada kõige teravama paindenurga
- Masinale paigaldatakse kinnitusvarras, mille järel asetatakse vedru ja paigaldatakse käepidemed.

Viimases etapis paigaldatakse käepidemed kasutamise hõlbustamiseks.
Valmis painutusmasin on hea kodune võimalus koduseks kasutamiseks, mis painutab kergesti tsingitud ja pleki.
Ohutus
Tavalised ettevaatusabinõud näevad ette käsitsi painutusmasinate hooldusjuhiste kohustuslikku järgimist:
- piirajale vajalike paindenurkade seadmine;
- seatud andmete kontroll goniomeetril;
- töövahendi õige paigaldamise kontrollimine;
- täpne paigaldamine painutuselemendi seadme raamiosale;
- proovipainde tegemine ja vajadusel reguleerimine;
- kontrollige uuesti õiget paindet.
Oluline on kontrollida kõigi painutustoimingute käigu õigsust, samuti õigeaegselt kontrollida seadme tehnilist seisukorda, hoida painutuspink puhas ja korras.
Omatehtud ja ostetud mudelite eelised ja puudused
Valides peate pöörama tähelepanu tehnilistele võimalustele ja eelistama seadmeid, millel on peamiste oluliste omaduste jaoks väike varu. Venemaal ostetakse kõige rohkem USA, Poola, Hiina ja Saksamaa tootjate toodetud masinaid.
Soodsate tootmismasinate hulgas on Hiina ja Venemaa lehepainutusmasinad ning keskmise hinnakategooria presside mudelid USAst, Türgist ja Poolast. Kõige kallimaks ja tavatarbijale kättesaamatuks peetakse nii Saksamaa ja Prantsusmaa tootjate masinaid kui ka teiste Lääne-Euroopa riikide toodetud masinaid.
Tabel: erinevate tootjate painutuspinkide võrdlus
| Bränd | Liikuvus/vandaalikindlus | Seadme remondi maksumus | Metalli paksus / tööosa kasutusiga (p.m.) | Maksab tuhat dollarit |
| tapco | kõrge madal | kõrge | 0,7 / 10000 | Alates 2.0 |
| Van Mark | kõrge madal | kõrge | 1,0 / 10000 | Alates 2.0 |
| Jouanel | Madal / Kõrge | kõrge | 1,0 / 10000 | Alates 2.0 |
| Mazanek | Madal / Kõrge | kõrge | 1,0 / 10000 | Alates 2.0 |
| Schechtl | Madal / Kõrge | kõrge | 1,0 / 10000 | Alates 2.0 |
| LGS-26 | kõrge / kõrge | Madal | 0,7 / 10000 | Umbes 32.0 |
Hoolimata paljudest eelistest, sealhulgas suure jõudlusega, on tehasemudelitel mõned puudused, mida esindavad üsna kõrge hind ja kallis personali koolitus ning suhteliselt kallis hooldus. Kõik isetegemise painutajad on tavaliselt kergesti kasutatavad ja taskukohased, kuid nende jõudlus jätab soovida.



